The Impact of Biomass Pretreatment Methods on Pyrolysis Process: Drying, Grinding, and More
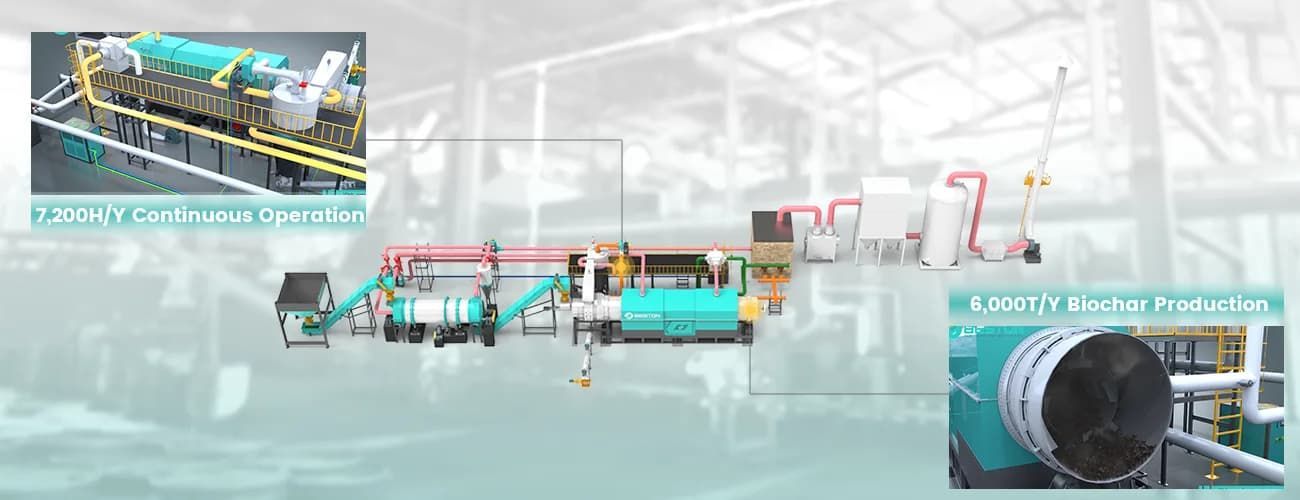
Biomass pyrolysis is a promising method for converting organic materials into valuable products such as biochar, bio-oil, and syngas. However, the efficiency and quality of these products depend not only on the pyrolysis process itself but also on the pretreatment of the biomass feedstock. Pretreatment steps like drying, grinding, and other methods can significantly influence the pyrolysis process, especially when scaled up in a biomass pyrolysis plant. In this article, we'll explore how these pretreatment methods impact the pyrolysis process and the final products.
Biomass Pretreatment: Why Does It Matter?
Biomass feedstocks come in a wide variety of forms, including wood chips, agricultural residues, and food waste. Each type of biomass has different physical and chemical properties that affect its performance during pyrolysis. Pretreatment is crucial because it can enhance the efficiency of the pyrolysis process, optimize the yield of valuable products, and improve the economic feasibility of the operation.
A biomass pyrolysis plant typically handles feedstocks that may need different levels of preprocessing to achieve the best results. Let's take a look at the most common pretreatment methods used in biomass pyrolysis.
1. Drying: A Crucial Step for Pyrolysis Efficiency
One of the first steps in biomass pretreatment is drying. Biomass materials typically contain a significant amount of moisture, which can vary greatly depending on the type of feedstock and its source.
- Moisture content and its impact: High moisture content in biomass can significantly affect the efficiency of the pyrolysis process. During pyrolysis, moisture evaporates and absorbs heat, which can reduce the temperature inside the reactor, slowing down the reaction and lowering the yield of valuable products like bio-oil and syngas. Furthermore, high moisture can also lead to more tar formation, which can complicate the operation of the biomass pyrolysis plant.
- Optimal moisture levels: Studies suggest that biomass with moisture content below 10% is ideal for efficient pyrolysis. Therefore, drying biomass before introducing it into biochar reactor can enhance the overall process, improve heat transfer, and increase the yield of biochar and bio-oil.
Drying methods include air drying, oven drying, and rotary dryers, with rotary dryers being commonly used in biomass pyrolysis plants due to their high capacity and efficiency.
2. Grinding: Improving Feedstock Uniformity
Once the biomass is dried, the next critical step is grinding or milling the material to a suitable particle size. Biomass that is too large or too irregularly shaped can hinder the pyrolysis process, leading to uneven heating and inconsistent product formation.
- Particle size and its impact on pyrolysis: Smaller particle sizes increase the surface area of the biomass, allowing for more efficient heat transfer during pyrolysis. This leads to faster pyrolysis reactions and improved yields. For example, wood chips or agricultural residues are typically ground to a size below 20 millimeters to maximize efficiency.
- Grinding methods: There are several ways to grind biomass, including hammer mills, ball mills, and disk mills. Each method has its advantages depending on the material being processed. Biomass pyrolysis plants often integrate grinding systems to ensure that the feedstock is consistently prepared for the pyrolysis reactor.
- Uniformity and consistency: Grinding also helps in achieving uniformity in the feedstock. Biomass with a consistent size can ensure more uniform heating, reducing the chances of incomplete or inefficient pyrolysis.
Conclusion
Incorporating effective pretreatment methods such as drying, grinding, torrefaction, and pelletizing plays a crucial role in optimizing the performance of biomass pyrolysis plants. These steps improve feedstock quality, enhance pyrolysis efficiency, and maximize the yield of valuable products. As the biomass pyrolysis industry continues to grow, innovation in feedstock pretreatment technologies will be key to improving the sustainability and profitability of bioenergy production.
If you're considering setting up or improving a biomass pyrolysis plant, investing in the right pretreatment techniques could make all the difference. Whether you're working with wood chips, agricultural waste, or other biomass materials, the proper preparation can ensure that your pyrolysis process operates at peak efficiency, providing a more sustainable and profitable energy solution.