Unlocking Double Value: The Environmental Edge of Oily Sludge Pyrolysis
Oily sludge is one of the most challenging waste streams in the petrochemical and refinery sectors—a hazardous mix of oil, water, and solids. Traditional disposal methods, such as landfilling and incineration, pose significant environmental risks. Enter pyrolysis technology, which offers a paradigm shift by turning this hazardous liability into a source of environmental and economic gain. Here’s how it achieves both compliant pollutant removal and circular resource recovery.
The Problem with Conventional Methods
Landfilling oily sludge risks long-term soil and groundwater contamination through leachate. Incineration, while reducing volume, can emit harmful dioxins, furans, and particulate matter if not strictly controlled, and it wastes the inherent energy value of the hydrocarbons. Both methods are increasingly regulated, costly, and fail to align with circular economy principles.
The Pyrolysis Advantage: A Closed-Loop Solution
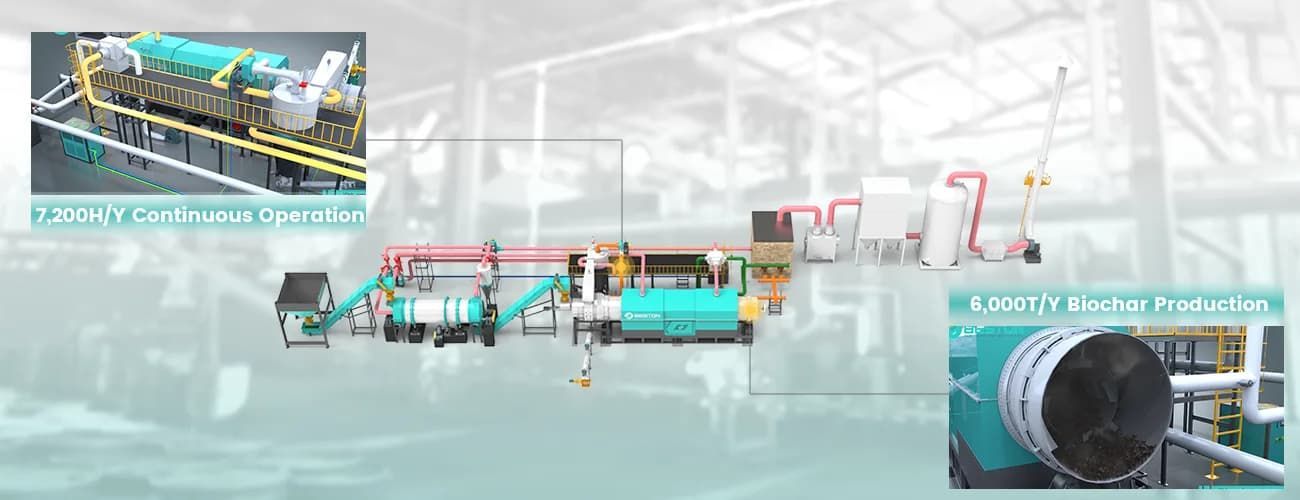
Pyrolysis treats oily sludge in an oxygen-free environment at high temperatures (typically 400–550°C). This process thermally cracks the complex hydrocarbons without burning them, leading to three main outputs: pyrolysis oil, syngas, and solid char. This approach delivers a dual environmental victory.
1. Guaranteeing Compliant Pollutant Removal
The core environmental benefit is the complete destruction and transformation of pollutants.
- Oil and Hydrocarbon Removal: Oil sludge pyrolysis plant effectively breaks down the long-chain hydrocarbons and toxic organic compounds (like polycyclic aromatic hydrocarbons, PAHs) present in the sludge. These are not merely transferred but are chemically decomposed into simpler, safer molecules. The residual solid char typically contains less than 0.3% total petroleum hydrocarbons (TPH), far exceeding the strictest landfill acceptance criteria and allowing for safe disposal or further use.
- Pathogen and Odor Elimination: The high-temperature process sterilizes the sludge, eliminating pathogens and volatile organic compounds (VOCs) responsible for foul odors—a significant improvement over open drying beds or simple stabilization.
- Heavy Metal Immobilization: While pyrolysis does not destroy inorganic heavy metals, it permanently immobilizes them within the solid char matrix. This vitrification effect drastically reduces their leachability, making the final residue non-hazardous and preventing metal migration into the environment.
2. Enabling True Resource Circularity
Beyond safe destruction, pyrolysis actively recovers value, embodying the "waste-to-resource" model.
- Pyrolysis Oil Recovery: The condensed liquid is a valuable fuel oil, which can be used directly in industrial burners or refined further. This reclaims the energy content of the wasted oil, offsetting fossil fuel consumption.
- Syngas Energy Recirculation: The non-condensable gas produced is rich in methane, hydrogen, and carbon monoxide. In a well-designed system, this syngas is recycled to fuel the pyrolysis reactor itself, creating a self-sustaining energy loop that slashes external fuel needs and operational costs.
- Solid Char Utilization: The mineral-rich, carbonaceous char can be utilized in multiple ways: as a low-grade solid fuel, as an additive in construction materials like bricks or asphalt, or even as a precursor for adsorbents. This completes the cycle, leaving near-zero waste.
The Economic and Regulatory Driver
This process is not just environmentally superior; it's economically compelling. By converting a costly disposal problem (with high handling and tipping fees) into a source of sellable oil and energy independence, pyrolysis improves project economics. Furthermore, it provides a clear, verifiable pathway for companies to meet stringent environmental regulations on hazardous waste treatment and resource recovery mandates.
Conclusion: A Step Toward Zero Waste
Oily sludge pyrolysis represents a mature and efficient technology that moves beyond mere pollution control. It delivers compliant decontamination by fundamentally destroying and immobilizing hazardous components, while simultaneously unlocking circular value through the recovery of energy and materials. In doing so, it transforms an environmental liability into a cornerstone of sustainable industrial operations, proving that the most responsible waste management is the one that eliminates the very concept of "waste."l