Thermal Decomposition and Incineration of Plastics
Plastic waste management has become one of the most pressing environmental challenges of the modern era. As global plastic production continues to rise, the accumulation of plastic waste in landfills, oceans, and ecosystems exacerbates pollution. Thermal treatment technologies such as pyrolysis and incineration have emerged as potential solutions for dealing with plastic waste. These processes allow for the conversion of plastics into energy, but they operate under different conditions and yield distinct products. This article provides an in-depth comparison of plastic pyrolysis and incineration, focusing on their operational mechanisms, environmental impacts, and economic feasibility.
Pyrolysis of Plastic Waste
The Pyrolysis Process
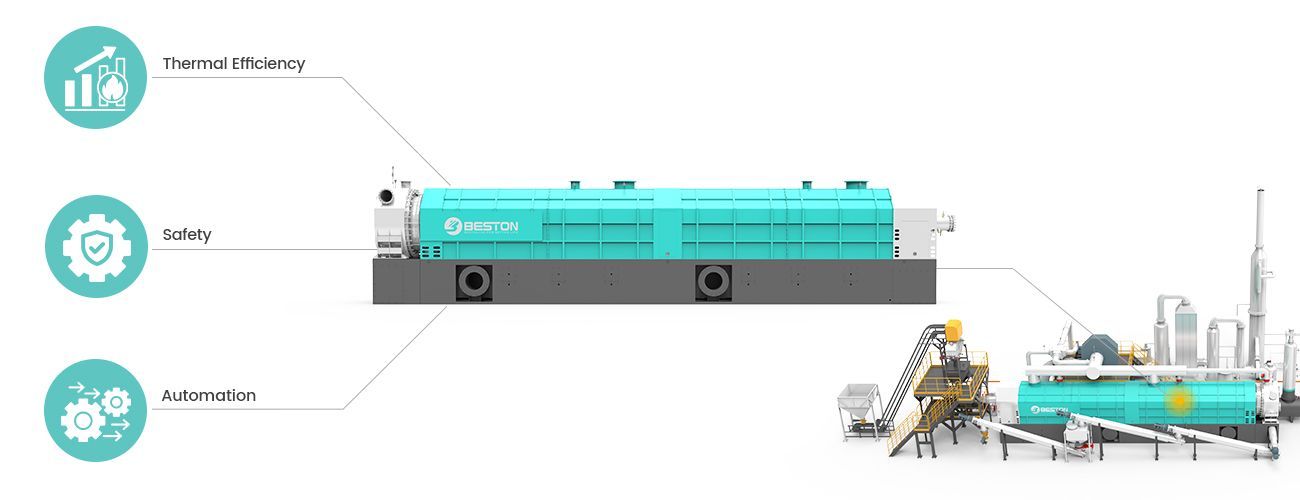
Pyrolysis is a thermal degradation process that occurs in the absence of oxygen, typically at temperatures ranging from 400°C to 800°C. When plastic waste is subjected to heat in a plastic to fuel machine, it breaks down into smaller molecules. The end products of pyrolysis include liquid fuel (bio-oil), combustible gases (syngas), and solid carbon (char). The composition and quantity of these products depend on the type of plastic, temperature, and other operational parameters.
One of the primary advantages of pyrolysis is its ability to process a wide variety of plastics, including polyolefins, polystyrene, and PVC, among others. The process can convert these materials into useful products such as synthetic fuels, which can be used to power the pyrolysis plant itself or be sold for commercial use. Additionally, the production of carbon from pyrolysis can be used as an additive in various industrial applications, including as a filler in rubber manufacturing.

Advantages of Pyrolysis
- High Energy Recovery: Pyrolysis provides a mechanism for converting plastic waste into high-energy products. The liquid fuels and syngas produced during pyrolysis can be used to generate electricity or heat, making the process an effective method for energy recovery.
- Reduced Environmental Impact: Pyrolysis is generally considered more environmentally friendly than incineration because it produces fewer harmful emissions. The absence of oxygen in the process minimizes the formation of toxic gases such as nitrogen oxides (NOx), sulfur oxides (SOx), and dioxins, which are common by-products of combustion.
- By-Product Utilization: In addition to fuel production, pyrolysis generates valuable by-products, such as biochar. Biochar can be used in soil remediation or as a precursor to activated carbon, providing additional revenue streams.
- Circular Economy Potential: Pyrolysis supports the concept of a circular economy by converting waste plastic back into usable products. It not only reduces the volume of plastic waste but also recycles plastic into fuel, closing the loop on plastic waste management.
Challenges of Pyrolysis
Despite its advantages, plastic pyrolysis machine also presents challenges. The process requires significant energy input to heat the plastics to the necessary temperature, and the initial capital investment in a pyrolysis plant can be high. Additionally, controlling the temperature and pressure to ensure optimal product yields can be challenging, requiring sophisticated monitoring and control systems.
Furthermore, the feedstock for pyrolysis must be pre-processed to remove impurities and reduce moisture content, as high moisture levels can reduce the efficiency of the pyrolysis process. The quality of the produced fuels may vary depending on the types of plastics used and the operational conditions of the pyrolysis plant.
Incineration of Plastic Waste
The Incineration Process
Incineration, unlike pyrolysis, is a combustion process that involves burning plastic waste in the presence of oxygen at high temperatures (typically 800°C to 1200°C). During this process, the plastic undergoes oxidation, converting it into carbon dioxide (CO2), water vapor, and heat. The heat produced can be captured and used for electricity generation or heating. Incineration is commonly used in waste-to-energy plants where the primary goal is to reduce waste volume and recover energy.
While incineration effectively reduces the volume of plastic waste, it is a less selective process compared to pyrolysis. The combustion of plastics in an incinerator does not result in the production of liquid fuel or solid carbon, which limits the range of useful by-products.
Advantages of Incineration
- Waste Volume Reduction: Incineration is highly effective in reducing the volume of plastic waste. The process can reduce the waste by up to 90%, diverting large amounts of plastic waste away from landfills.
- Energy Recovery: Incineration can be used to recover energy from plastic waste. The heat generated during the combustion process can be used to produce steam, which can drive turbines to generate electricity or provide district heating, contributing to the overall energy supply.
- Simplicity and Scalability: Incineration is a well-established technology with a long track record. It is relatively simple to scale, and large incineration plants can handle significant volumes of plastic waste. The technology is also flexible in terms of the types of feedstock it can process, which may include plastics mixed with other waste materials.
- Immediate Disposal: Incineration provides an immediate solution for plastic waste disposal. Unlike pyrolysis, which requires more complex operations and pre-treatment steps, incineration can process plastics quickly, making it a more efficient waste management solution for large-scale operations.
Challenges of Incineration
- High Emissions: One of the major drawbacks of incineration is the production of harmful emissions. Incomplete combustion or lower operating temperatures can lead to the formation of toxic substances such as dioxins, furans, and particulate matter. Stringent emission controls are necessary to mitigate the environmental impact of incineration.
- Ash Disposal: Incineration generates ash as a by-product, which must be properly managed and disposed of. In some cases, the ash can contain hazardous materials or heavy metals, necessitating specialized disposal methods.
- Lower Resource Recovery: Unlike pyrolysis, which produces a range of valuable by-products, incineration primarily produces heat and carbon dioxide. While energy recovery is possible, the process does not contribute to the recycling of plastics or the generation of usable secondary products.
- Energy Efficiency: While incineration recovers heat from combustion, it is generally less energy-efficient than pyrolysis. The complete oxidation of plastics into CO2 means that the chemical energy of the plastics is largely released as heat, rather than being converted into a more useful form such as liquid fuel.
Comparing Pyrolysis and Incineration for Plastic Waste Management
Energy Efficiency and Product Diversification
In terms of energy recovery, pyrolysis offers a more diversified product range, with liquid fuels, gases, and biochar being valuable by-products. These products can be used internally within the pyrolysis plant or sold externally. Incineration, on the other hand, is primarily focused on heat generation, making it less versatile in terms of the types of products that can be derived from the process.
Environmental Impact
Pyrolysis is generally considered to be a cleaner process compared to incineration. The absence of oxygen in pyrolysis minimizes the production of harmful emissions such as NOx, SOx, and dioxins. In contrast, incineration can lead to significant air pollution if not properly controlled, particularly if the temperature is not high enough to ensure complete combustion.
Cost and Scalability
Incineration is typically less expensive to implement on a large scale compared to pyrolysis, mainly due to lower initial capital investment and simpler operational requirements. However, the potential for product diversification and energy recovery in pyrolysis may offset its higher operational and capital costs, especially in regions where the demand for liquid fuel and biochar is strong.