Gas Recycling in Biomass Carbonization: Turning Waste into Energy
Biomass carbonization is a process that transforms organic materials, such as wood chips, agricultural residues, or nutshells, into biochar—a carbon-rich solid with applications in soil improvement, fuel, and carbon sequestration. While the primary goal is to produce high-quality biochar, the process also generates gaseous byproducts that, if properly managed, can become a valuable energy source. This is where the concept of gas recycling comes into play.
What Are the Gases Produced During Carbonization?
During biomass carbonization, materials are heated in a low-oxygen environment. The heat drives off volatile compounds, leaving behind mostly carbon. The released gases are primarily non-condensable combustible gases, including methane (CH₄), carbon monoxide (CO), and small amounts of hydrogen (H₂). Unlike bio-oil, these gases cannot be easily condensed into liquid fuel, but they are highly combustible and contain significant energy.
If released into the atmosphere without treatment, these gases would represent wasted energy and contribute to air pollution. However, modern carbonization systems are designed to capture, purify, and reuse them, creating a self-sustaining energy cycle within the plant.
How Gas Recycling Works
The process of gas recycling in biomass carbonization machine involves several steps:
- Gas Collection: As the biomass heats and decomposes, the generated gases are collected from the top of the carbonization reactor. This prevents uncontrolled release and allows them to be processed for reuse.
- Purification: The raw gases often contain impurities such as dust, tar particles, and sulfur compounds. Removing these contaminants is crucial for efficient combustion and equipment protection. Techniques like dust filtration, desulfurization, and sometimes cooling or scrubbing are used to ensure the gases are clean enough to serve as fuel.
- Reintroduction to the Furnace: After purification, the clean combustible gas is fed back into the bottom combustion chamber of the carbonization reactor. Here, the gas burns to generate heat, which is then used to sustain the carbonization process itself. This cycle reduces or even eliminates the need for external fuel sources.
Benefits of Gas Recycling
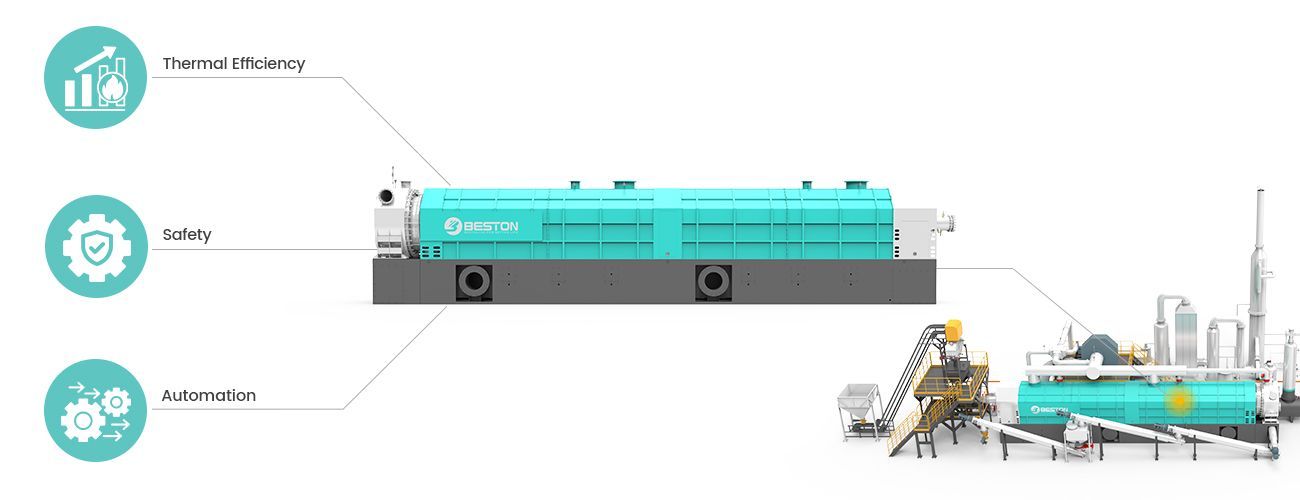
- Energy Self-Sufficiency: One of the most significant advantages of gas recycling is that it allows the carbonization plant to produce the heat it needs from its own byproducts. This makes the process largely self-sufficient and less dependent on fossil fuels or other external energy sources
- Cost Reduction: Since the combustible gases generated during carbonization are reused, plants save money on fuel. Over time, this can dramatically reduce operating costs, especially in large-scale industrial systems.
- Environmental Benefits: Recycling carbonization gases prevents them from being vented directly into the atmosphere. Methane and carbon monoxide are potent contributors to air pollution and greenhouse gas emissions, so burning them in a controlled combustion chamber reduces environmental impact.
- Process Efficiency: By reusing the gases to supply heat, the carbonization process becomes more uniform and stable. The bottom furnace receives a consistent energy input, helping maintain the desired temperatures and improving the quality of the resulting biochar.
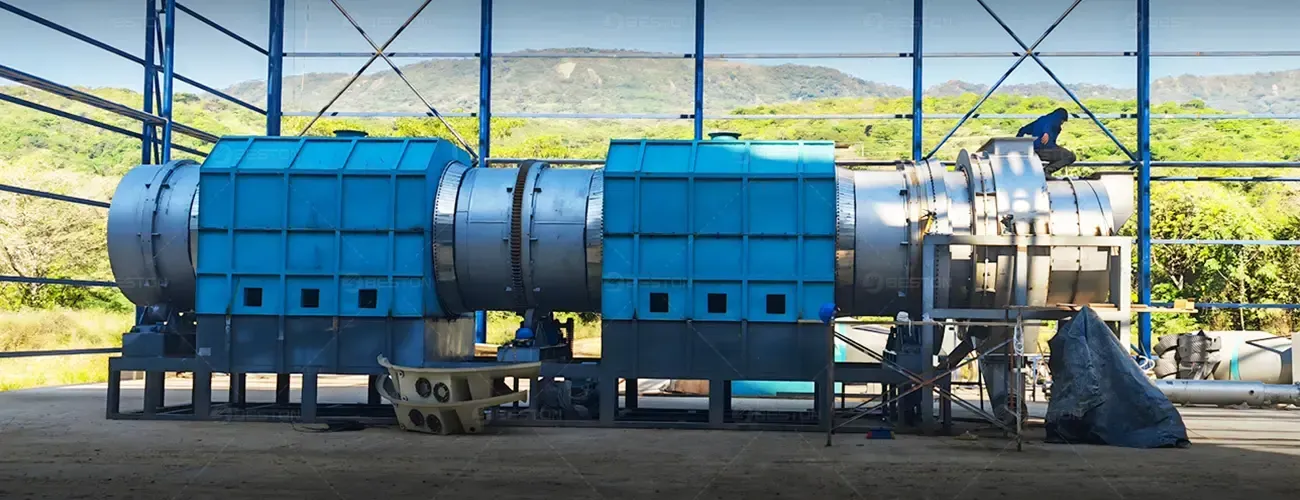
Real-World Applications
Many modern biomass carbonization plants integrate gas recycling as a standard feature. For example, rice husk, wood pellet, or coconut shell carbonization facilities often incorporate gas purification units and internal combustion chambers, allowing them to operate efficiently with minimal external fuel. This approach is particularly important in regions where fuel costs are high or access to electricity is limited.
Conclusion
Gas recycling in biomass carbonization is a prime example of turning waste into value. By capturing the combustible gases produced during the process, purifying them, and feeding them back into the furnace, carbonization plants can achieve energy self-sufficiency, reduce operating costs, and minimize environmental impact. In essence, the system uses the energy already present in biomass to sustain its own transformation, demonstrating a smart and sustainable approach to renewable energy and resource management.
Through techniques like gas recycling, biomass carbonization not only produces biochar for agriculture or carbon sequestration but also exemplifies closed-loop, energy-efficient industrial practices—a key step toward greener and more sustainable production systems.