What is a Continuous Pyrolysis Plant?

A continuous pyrolysis plant represents an advanced system for the thermal decomposition of organic materials in the absence of oxygen. This process breaks down complex organic substances into simpler components, typically yielding valuable by-products such as bio-oil, syngas, and char. Unlike batch pyrolysis systems, a continuous pyrolysis plant operates with a steady flow of feedstock, facilitating uninterrupted processing and enhancing overall efficiency. This article delves into the functionality, advantages, and applications of continuous pyrolysis plants.
Functionality of a Continuous Pyrolysis Plant
Process Overview
In a continuous pyrolysis plant, feedstock is continuously fed into the reactor, where it undergoes thermal decomposition at elevated temperatures, typically between 300°C and 900°C. The process occurs in the absence of oxygen to prevent combustion. The feedstock, which can include biomass, plastic waste, or rubber, is converted into several products:
- Bio-oil: A liquid mixture of hydrocarbons, which can be further refined or utilized as a fuel.
- Syngas: A gaseous mixture primarily composed of hydrogen, carbon monoxide, and carbon dioxide, which can be used for energy generation or as a chemical feedstock.
- Char: A solid residual product that consists mainly of carbon and can be used as a soil amendment or further processed into activated carbon.
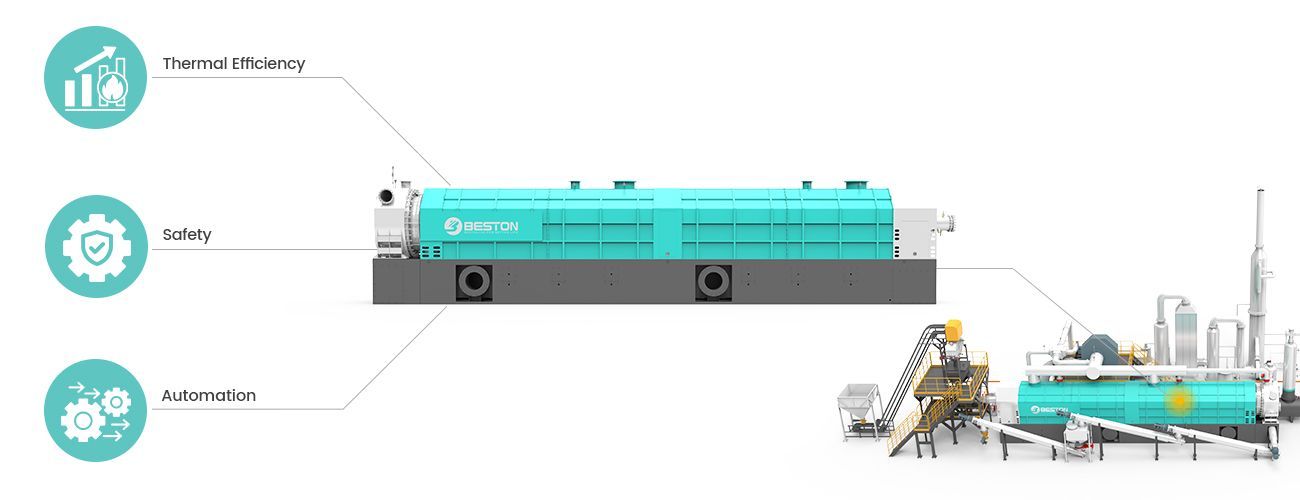
Key Components
- Feedstock Hopper: The feedstock hopper continuously supplies material to the reactor. It is designed to handle various types of feedstock and ensure a consistent flow.
- Pyrolysis Reactor: The heart of the system, where feedstock is subjected to high temperatures. Continuous operation requires a well-designed reactor that ensures efficient heat transfer and uniform heating.
- Condensation System: This system cools and condenses the syngas into bio-oil. The quality and efficiency of the condensation system directly affect the yield and composition of the bio-oil.
- Gas Cleaning Unit: To ensure that the syngas meets required standards, it undergoes cleaning to remove impurities and particulates.
- Char Collection Unit: After the pyrolysis process, char is collected and may be processed further depending on its intended use.
Operational Dynamics
Continuous operation is achieved through a series of interconnected components that work in tandem. The feedstock is introduced into the reactor and moves through it in a continuous manner. As the feedstock is heated, it decomposes into its constituent components. The products are then separated and collected through specialized systems, allowing for uninterrupted operation.
Advantages of a Continuous Pyrolysis Plant
Enhanced Efficiency
A continuous pyrolysis plant offers significant advantages in terms of operational efficiency. The steady supply of feedstock and continuous processing ensure that the system operates at optimal capacity. This contrasts with batch systems, where processing stops between cycles, leading to downtime and inefficiencies.
Improved Product Consistency
With continuous operation, the conditions within the reactor remain more stable compared to batch processes. This stability leads to more consistent product quality, both in terms of bio-oil and syngas. Consistent quality is crucial for applications that require precise specifications, such as fuel production or chemical synthesis.
Higher Throughput
The continuous nature of the plant allows for higher throughput compared to batch systems. The ability to process large volumes of feedstock without interruption enhances overall productivity and makes continuous pyrolysis plants suitable for large-scale operations.
Reduced Labor and Maintenance
Automated systems in continuous pyrolysis plants reduce the need for manual intervention, leading to lower labor costs. Additionally, continuous operation can reduce wear and tear on equipment, as the system is designed to handle the feedstock in a more controlled manner, potentially leading to lower maintenance requirements.
Applications of Continuous Pyrolysis Plants
Waste Management
Continuous pyrolysis plants are highly effective in managing waste, including municipal solid waste, plastic waste, and tires. The conversion of waste into valuable by-products such as bio-oil and char provides a sustainable solution for waste disposal while contributing to resource recovery and environmental protection.
Biofuel Production
The bio-oil produced in a continuous pyrolysis plant can be used as a renewable fuel. It is a potential substitute for fossil fuels and can be further refined into various biofuels. The continuous production of bio-oil ensures a steady supply for energy applications, contributing to the diversification of energy sources.
Agriculture
Char, also known as biochar, produced from continuous pyrolysis plants, is used in agriculture as a soil amendment. It improves soil fertility, enhances water retention, and supports sustainable farming practices. The consistent production of char in continuous systems allows for regular application in agricultural settings.
Chemical Industry
The syngas produced during pyrolysis is a valuable feedstock for the chemical industry. It can be used for the synthesis of various chemicals and fuels. Continuous production ensures a reliable supply of syngas for industrial applications, supporting the development of chemical products and processes.
Economic Considerations
Capital Investment
The initial capital investment for a continuous pyrolysis plant can be substantial. The cost includes the purchase of equipment, installation, and commissioning. However, the long-term benefits of continuous operation, such as increased efficiency and higher throughput, can justify the investment.
Operational Costs
Operational costs in a continuous pyrolysis plant include energy consumption, maintenance, and labor. While the plant's automated nature reduces labor costs, energy consumption can be significant. However, advancements in technology and energy recovery systems can help mitigate these costs.
Return on Investment
The return on investment (ROI) for a continuous pyrolysis plant depends on factors such as feedstock availability, product market value, and operational efficiency. The ability to produce high-quality bio-oil, syngas, and char consistently can enhance profitability and make continuous pyrolysis plants an attractive investment.
Conclusion
A continuous pyrolysis plant is a sophisticated system designed for the continuous thermal decomposition of organic materials. Its ability to provide uninterrupted processing, consistent product quality, and high throughput makes it an essential technology for waste management, biofuel production, agriculture, and the chemical industry. While the initial investment and operational costs can be significant, the long-term benefits and potential for high returns make continuous pyrolysis plants a valuable asset in the pursuit of sustainable and efficient resource management.