Innovative Solutions for Biomass Recovery in Palm Processing Waste

Palm oil production generates significant quantities of waste, including empty fruit bunches, palm kernel shells, and fiber. These by-products, if left unmanaged, pose environmental challenges such as greenhouse gas emissions and soil degradation. However, these residues also hold the potential to be transformed into valuable resources through biomass recovery processes. Among these, charcoal production from palm processing waste stands out as an effective method to convert waste into an economically and environmentally beneficial product.
The Potential of Palm Processing Waste
Palm oil mills produce large volumes of waste, which often accumulate in landfills or are incinerated, contributing to pollution. Yet, these residues, particularly palm kernel shells and empty fruit bunches, are rich in lignocellulosic material, making them ideal candidates for biomass conversion. This transformation not only mitigates waste but also generates renewable energy sources and valuable by-products.
Biomass as a Renewable Energy Source
Biomass from palm processing waste is an abundant and renewable resource. By converting this biomass into charcoal, it can be utilized as a sustainable energy source. Charcoal produced from palm waste is a high-energy fuel that can replace fossil fuels in industrial applications. This not only reduces the carbon footprint of energy production but also contributes to energy security by providing a stable and renewable fuel source.
Charcoal Production from Palm Waste
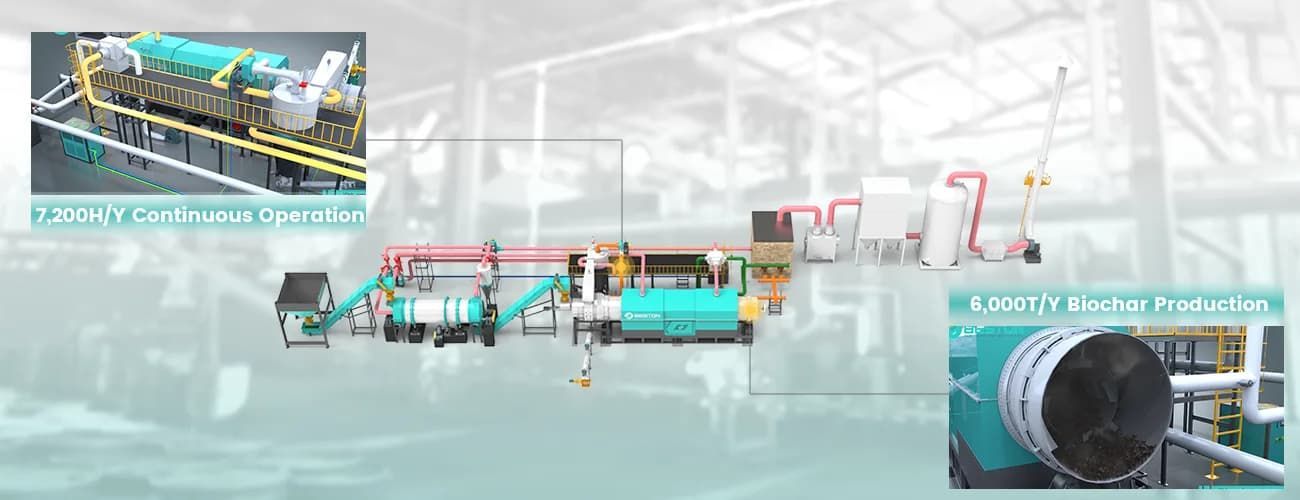
The process of converting palm waste into charcoal involves several stages, each requiring careful control to maximize efficiency and yield. The primary stages include drying, carbonization, and cooling.
Drying: The raw biomass must first be dried to reduce its moisture content. This is crucial because high moisture levels can impair the carbonization process, leading to lower charcoal quality. The drying process can be optimized using solar energy or waste heat from the mill, enhancing the overall efficiency of the system.
Carbonization: Once dried, the biomass undergoes carbonization, where it is heated in a low-oxygen environment. This process breaks down the organic material into carbon-rich charcoal. The efficiency of this stage depends on the type of kiln or reactor used, with advanced designs offering better control over temperature and oxygen levels, leading to higher yields and quality.
Cooling and Collection: After carbonization, the charcoal is cooled before being collected. Proper cooling is essential to prevent the charcoal from igniting during storage, which would negate the benefits of the entire process. Once cooled, the charcoal is ready for packaging and distribution.
Economic and Environmental Benefits
Revenue Generation
Charcoal production from palm waste not only provides a solution to waste management but also opens new revenue streams. The charcoal can be sold as a high-value product, particularly in markets where sustainable and renewable energy sources are in demand. Additionally, the by-products of the carbonization process, such as bio-oil and syngas, can be captured and utilized, further enhancing the profitability of the operation.
Environmental Impact
The environmental benefits of converting palm waste into charcoal are significant. By diverting waste from landfills and reducing the need for incineration, this process minimizes harmful emissions, including methane and carbon dioxide. Furthermore, using charcoal as a replacement for fossil fuels in industrial applications reduces the overall carbon footprint of energy production. This aligns with global efforts to combat climate change and promote sustainable development.
Supporting Sustainable Palm Oil Production
Integrating charcoal production into palm oil processing facilities supports the broader goals of sustainable palm oil production. By recovering and valorizing waste, palm oil producers can improve their environmental credentials and comply with increasingly stringent environmental regulations. This not only benefits the environment but also enhances the social and economic sustainability of the palm oil industry.
Challenges and Considerations
Technical Challenges
While the potential benefits are clear, several technical challenges must be addressed to optimize charcoal production from palm waste. These include the need for efficient drying systems, advanced carbonization technologies, and effective waste heat recovery systems. Overcoming these challenges requires investment in technology and expertise, as well as collaboration between industry stakeholders and research institutions.
Market Development
Another critical factor in the success of palm waste-based charcoal production is market development. Creating demand for this charcoal, particularly in regions where fossil fuels are still the dominant energy source, requires targeted marketing efforts and possibly incentives to encourage the adoption of renewable energy sources.
Policy and Regulation
Finally, the role of policy and regulation cannot be overlooked. Supportive government policies, including subsidies for renewable energy production and strict waste management regulations, can create a favorable environment for the growth of charcoal production from palm waste. Additionally, certification schemes that promote sustainable biomass utilization can help build consumer trust and drive demand.
Conclusion
The conversion of palm processing waste into charcoal represents a promising solution for addressing both environmental and economic challenges associated with palm oil production. By adopting advanced technologies and fostering market development, the Philippines can unlock the full potential of this biomass recovery solution. This approach not only contributes to sustainable energy production but also supports the broader goals of sustainable agriculture and environmental stewardship.