Diversified Revenue Streams in Wood Charcoal Production
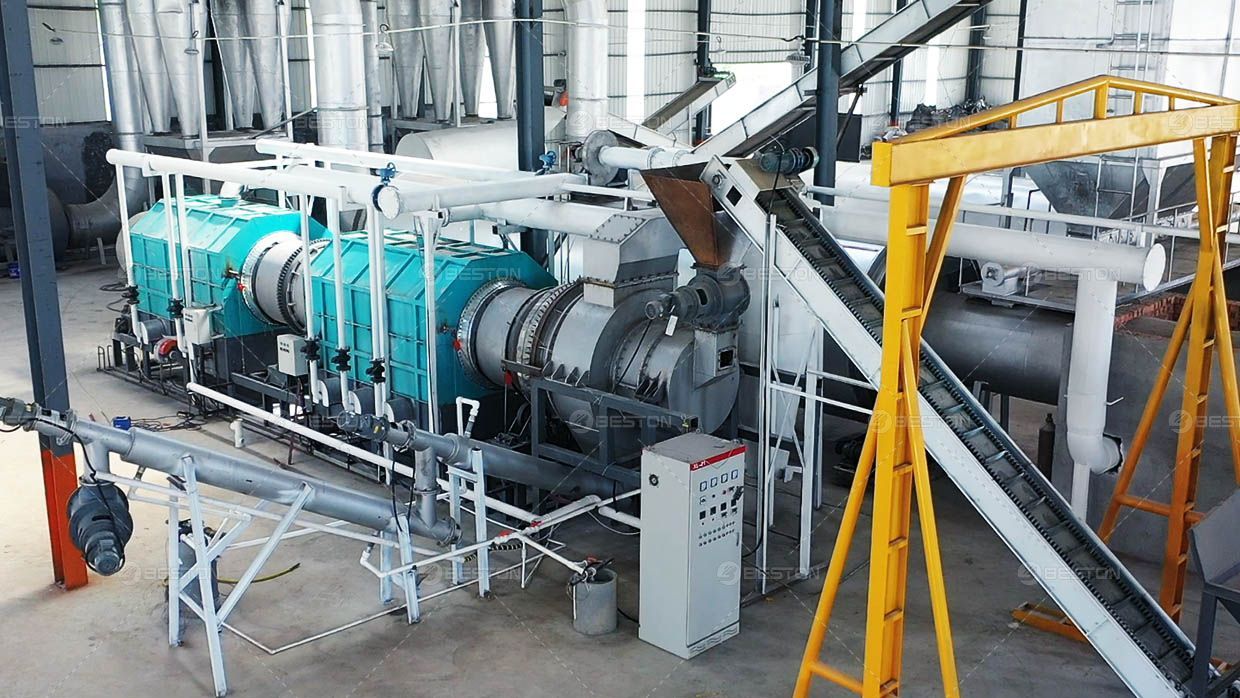
The wood charcoal production sector is evolving beyond traditional combustion fuel supply. With advancements in processing technology and market demand diversification, operators are increasingly leveraging multiple profit channels. Central to this transformation is the deployment of an efficient wood charcoal making machine, enabling consistent output, reduced emissions, and value-added byproduct recovery.
Primary Product: Commercial Charcoal Sales
The most direct profit vector stems from bulk charcoal distribution. High-quality lump charcoal, produced from hardwood species through controlled pyrolysis, serves the barbecue and hospitality industries. Markets in Europe, North America, and parts of Asia continue to demand premium-grade charcoal characterized by low moisture content, high calorific value, and minimal ash residue.
Bagged retail charcoal offers additional margins. Branding, packaging design, and retail distribution elevate unit price significantly above bulk loose product. Producers operating modern carbonization systems can maintain uniform size and structure, critical for consumer satisfaction and retail partnerships.
Biochar Market Penetration
When processed under specific temperature and residence time conditions, wood-based carbon residue transitions into biochar—a porous, carbon-rich material gaining traction in the agriculture and environmental sectors. Biochar enhances soil fertility, increases water retention, and sequesters carbon over extended periods. These attributes have elevated its status under voluntary carbon offset programs and regenerative farming frameworks.
Strategic producers integrate a charcoal making machine calibrated for biochar yield optimization. This positions them within a premium niche, particularly where environmental certifications and sustainability metrics influence procurement.
Heat Recovery and Energy Integration
Pyrolysis generates significant thermal energy. Sophisticated systems reclaim and channel this energy to drive the drying of feedstock or heat adjacent facilities. Through cogeneration integration, some operators produce steam or electricity for on-site use or external sale, especially in off-grid or industrial park environments.
Heat valorization reduces reliance on fossil fuels and offsets internal energy consumption, directly impacting operational expenditure. In jurisdictions offering renewable energy credits or incentives, this thermal reuse enhances bottom-line profitability.
Wood Vinegar and Tar Derivatives
Volatile condensates captured during pyrolysis include wood vinegar (pyroligneous acid) and tar. Though traditionally discarded or underutilized, these byproducts possess commercial potential. Wood vinegar is applied in organic farming as a natural pesticide, plant growth enhancer, and compost accelerator. It has also found limited use in cosmetics and household products.
Wood tar, albeit more niche, serves in wood preservation and industrial formulations. Capturing and refining these condensates requires additional condensing and filtration units but opens secondary sales avenues.
Carbon Credit Monetization
With increasing emphasis on decarbonization, carbon-negative practices like biochar application can be monetized through verified carbon credit issuance. Projects using a certified charcoal machine and maintaining traceable production logs can access international voluntary carbon markets. Credit valuation varies based on methodology, permanence assurance, and co-benefits (such as soil improvement or emission displacement).
This mechanism offers not only financial inflow but also bolsters environmental credentials—vital for stakeholder engagement and regulatory alignment.
Residual Biomass Utilization
During feedstock preparation, residual biomass—twigs, bark, sawdust—can be compacted into briquettes or pellets. These secondary fuels cater to small-scale industrial furnaces, cooking stove suppliers, and biomass boiler operators.
Modular charcoal machines often include auxiliary grinding and forming units, converting waste into revenue-generating biomass fuel. This material can also be used internally to fuel the drying process or carbonization chamber, enhancing circularity within the plant’s operational ecosystem.
Market Expansion through Custom Blends
Charcoal blending, particularly for hookah or shisha applications, introduces another vertical. These products require specific burning characteristics: low smoke, odorless ignition, and prolonged combustion. By adjusting wood species and carbonization parameters, producers can formulate custom blends that command premium prices in Middle Eastern and North African markets.


