By Cathy Wang
•
July 14, 2026
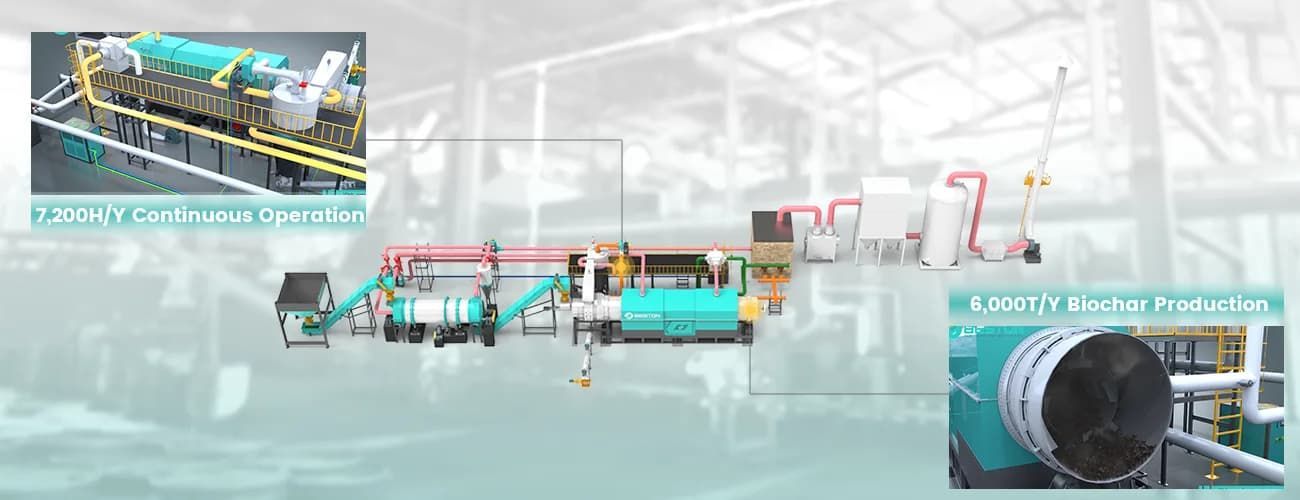
As the demand for sustainable biomass energy and carbon-negative technologies grows, biochar production has attracted increasing attention worldwide. Among various carbonization technologies, horizontal rotary biochar reactors and vertical retort reactors are two popular solutions used for converting biomass materials such as palm kernel shells, wood chips, rice husks, and agricultural residues into high-quality biochar. Although both systems use controlled heating in a low-oxygen environment, their designs, operating principles, production capacity, energy efficiency, and application advantages are different. Understanding these differences helps manufacturers choose the most suitable carbonization equipment for their production goals. Working Principle Comparison Horizontal Rotary Biochar Reactor A horizontal rotary biochar reactor uses a horizontally installed rotating drum to process biomass continuously. During operation, raw materials enter one end of the reactor and move slowly through the heated chamber while the drum rotates. The rotation creates continuous mixing and improves heat transfer between the biomass and the reactor wall. As materials move through different temperature zones, moisture evaporation, volatile release, and carbonization occur gradually. The finished biochar is discharged from the other end. This design is especially suitable for continuous industrial production because it allows automatic feeding, carbon discharge, and stable operation. Vertical Retort Reactor A vertical retort reactor uses a standing chamber where biomass is loaded from the top and carbonized while moving downward through different heating zones. Heat is usually supplied externally, and the design allows indirect heating to minimize oxygen exposure. As biomass slowly descends, it undergoes drying, pyrolysis, and carbonization before being collected at the bottom. Vertical retort systems are known for high thermal efficiency because they can recycle and reuse combustible gases generated during carbonization. Production Capacity and Scalability For companies requiring large-scale biochar production, horizontal rotary reactors offer strong flexibility. Their continuous feeding system allows manufacturers to process a wide range of biomass materials with fewer interruptions. They are commonly used for processing agricultural waste, palm kernel shells, sawdust, and other loose biomass. Vertical retort reactors are also suitable for industrial production but are often selected when energy efficiency and consistent product quality are the main priorities. Their compact vertical structure allows efficient heat utilization and stable carbonization conditions. The best choice depends on production targets, available space, raw material characteristics, and investment budget. Biochar Quality and Carbonization Control Temperature control plays a major role in determining biochar properties. Horizontal rotary reactors provide excellent mixing during rotation, which helps reduce temperature differences inside the reactor. This results in relatively uniform carbonization, especially when processing irregular biomass particles. Vertical retort reactors provide highly controlled heating zones. Since biomass moves slowly through carefully designed temperature sections, operators can achieve precise carbonization conditions and stable carbon content. For applications requiring specific biochar characteristics, such as activated carbon production or soil amendment, accurate temperature management is essential for controlling porosity, fixed carbon content, and ash characteristics. Energy Efficiency Comparison Energy efficiency is one of the most important considerations in modern biochar production. Vertical retort reactors usually have an advantage because they can efficiently reuse pyrolysis gases generated during carbonization. These gases can be burned to provide part of the required heating energy, reducing external fuel consumption. Horizontal rotary reactors can also achieve high efficiency when equipped with advanced heat recovery systems. Some models use combustible gases from carbonization to heat the reactor, improving overall sustainability. Maintenance and Operation Horizontal rotary reactors contain more mechanical components, including motors, gears, and rotating supports. Regular maintenance is required to ensure stable operation. However, their automated feeding and discharge systems make them convenient for continuous production. Vertical retort reactors have fewer moving parts, which can reduce mechanical maintenance requirements. Their main operational focus is maintaining proper airflow, heating balance, and feedstock consistency. Which Reactor Is Better for Palm Kernel Shell Biochar Production? For palm kernel shell carbonization, both technologies can perform well, but the preferred choice depends on production requirements. A horizontal rotary biochar reactor is a strong option when: Large quantities of palm kernel shells need continuous processing Raw materials have variable sizes and moisture levels High automation and easy operation are required Flexible biomass processing is important A vertical retort reactor is more suitable when: Energy efficiency is a top priority High-quality and consistent biochar is required Factory space is limited Lower fuel consumption is desired Lower fuel consumption is desiredusion Both horizontal rotary biochar reactors and vertical retort reactors are advanced solutions for biomass carbonization. Horizontal rotary systems provide flexibility, high throughput, and excellent adaptability for various raw materials. Vertical retort systems offer superior thermal efficiency, precise carbonization control, and stable biochar quality. For industrial biochar projects, the ideal reactor should be selected based on raw material conditions, production capacity, energy availability, and final biochar requirements. With proper temperature control and optimized operation, both technologies can contribute to efficient and sustainable biomass conversion.