Sustainable Reuse of Oil Sludge Residues for Construction, Backfill, and Soil Improvement

Oil-contaminated sludge, a byproduct of industrial processes and wastewater treatment, represents both an environmental challenge and a potential resource. Left untreated, it can pollute soil and water, creating long-term ecological damage. Traditional disposal methods, such as landfilling or incineration, are often expensive and carry secondary environmental risks.
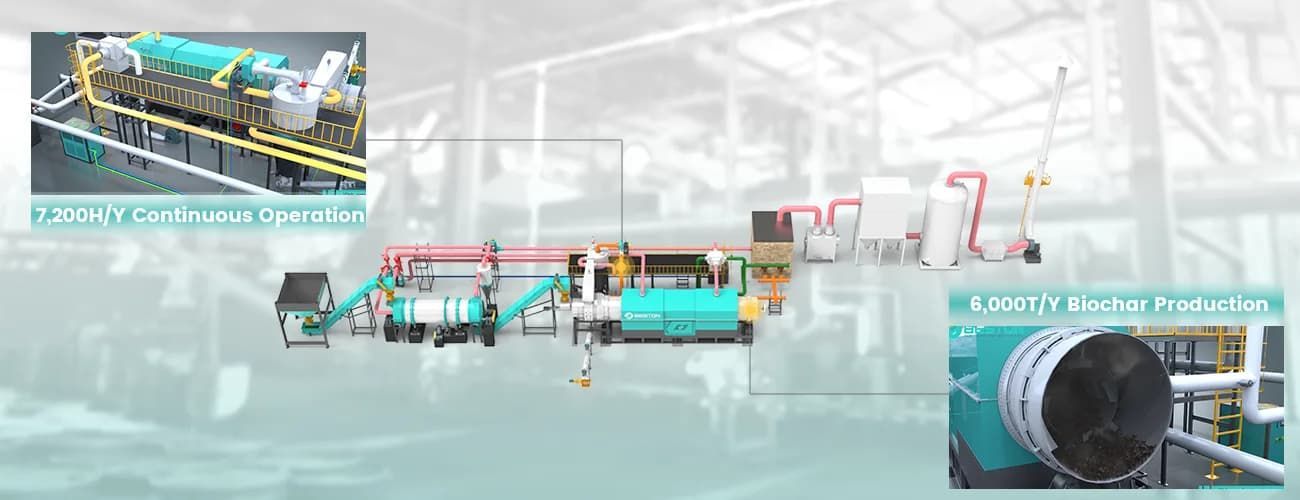
Modern approaches leverage technologies like the thermal desorption unit, which not only removes hydrocarbons and contaminants but also generates a solid residue that can be reused in construction, backfill, or soil improvement. This process transforms what was once considered waste into valuable resources.
Understanding Thermal Desorption
A thermal desorption unit works by heating the contaminated sludge to a specific temperature range that vaporizes oils, hydrocarbons, and volatile compounds. Unlike incineration, the process does not burn the material completely; it separates contaminants while leaving mineral-rich residues intact.
Key advantages include:
- High efficiency in removing volatile hydrocarbons
- Preservation of inorganic materials for reuse
- Reduced environmental footprint compared to conventional disposal
Post-Treatment Residue Applications
- Construction Materials
The residue contains silicates, alumina, and other mineral components, making it suitable for use in bricks, tiles, and cement production. Incorporating treated sludge can reduce the need for virgin raw materials, lower manufacturing costs, and contribute to sustainable construction practices. - Example: In several pilot projects, thermal-desorption-treated sludge was blended with clay to produce bricks that meet building standards while reducing carbon emissions associated with raw material extraction.
- Landfill and Backfill
Treated residues can be safely used as inert backfill in civil engineering projects or as cover material in landfills. Their physical stability and low contaminant levels make them a practical and eco-friendly alternative to traditional fill materials. - Soil Amendment
When carefully processed and mixed with nutrient-rich soil, the residues improve soil structure, water retention, and aeration. This application is particularly useful for rehabilitating degraded land or post-industrial sites, supporting sustainable land management initiatives.
Environmental and Economic Benefits
The adoption of thermal desorption units and residue reuse provides multiple advantages:
- Waste reduction: Significant decrease in sludge volume sent to landfills
- Pollution control: Reduced risk of soil and water contamination
- Resource efficiency: Recovered residues provide cost-effective materials
- Economic opportunities: New revenue streams through residue-based products
Conclusion
Thermal desorption is revolutionizing the management of oil-contaminated sludge. By removing hydrocarbons and repurposing residues, industries can convert a hazardous waste into valuable materials for construction, backfill, and soil improvement. This approach not only addresses environmental concerns but also aligns with sustainable development and circular economy principles.