From Tread to Tread: How Tyre Pyrolysis is Closing the Loop on the Circular Economy

Every year, approximately 1.5 billion end-of-life tyres (ELTs) reach the end of their life cycle. These massive mountains of rubber present a significant environmental challenge. They are bulky, non-biodegradable, and if left in landfills or stockpiles, they become breeding grounds for pests and pose severe fire risks.
For decades, the linear economy model for tyres was simple: manufacture, use, and discard. But as the world shifts toward sustainability, the industry is embracing a radical new narrative—one where waste doesn’t exist. At the heart of this transformation lies a century-old chemical process with a modern, green twist: tyre pyrolysis.
The Problem with the Linear Model
Modern tyres are engineering marvels. They are designed to be durable, safe, and long-lasting. However, this durability makes them notoriously difficult to recycle.
Traditional recycling methods often involve "downcycling"—shredding tyres for civil engineering projects, playground surfaces, or as fuel for cement kilns. While these methods keep tyres out of landfills, they fail to capture the true value of the materials. Burning tyres for fuel releases locked-in carbon into the atmosphere, while grinding them into crumb rubber eventually leads to the same end-of-life issue.
To truly achieve a circular economy, we need to recover the high-value raw materials so they can re-enter the manufacturing supply chain. This is where pyrolysis comes in.
What is Tyre Pyrolysis?
Pyrolysis is the process of thermally decomposing materials at high temperatures (typically between 400°C and 700°C) in an oxygen-free atmosphere.
Instead of burning tyres, pyrolysis "cooks" them in a sealed reactor. Because there is no oxygen, the rubber does not combust. Instead, the intense heat breaks down the complex long-chain polymers (the rubber) into smaller, usable molecules.
When a tyre enters a pyrolysis reactor, it separates into three distinct, valuable streams:
- Recovered Carbon Black (rCB)
- Tyre Pyrolysis Oil (TPO)
- Steel and Syngas
The Holy Grail: Recovered Carbon Black (rCB)
The most critical output for the circular economy is Recovered Carbon Black (rCB).
Virgin carbon black is a material produced by the incomplete combustion of heavy petroleum products. It is essential for tyre manufacturing because it reinforces the rubber, providing abrasion resistance and tensile strength. However, producing virgin carbon black is a carbon-intensive process; for every ton of virgin carbon black produced, roughly 1.5 to 2 tons of CO₂ are released.
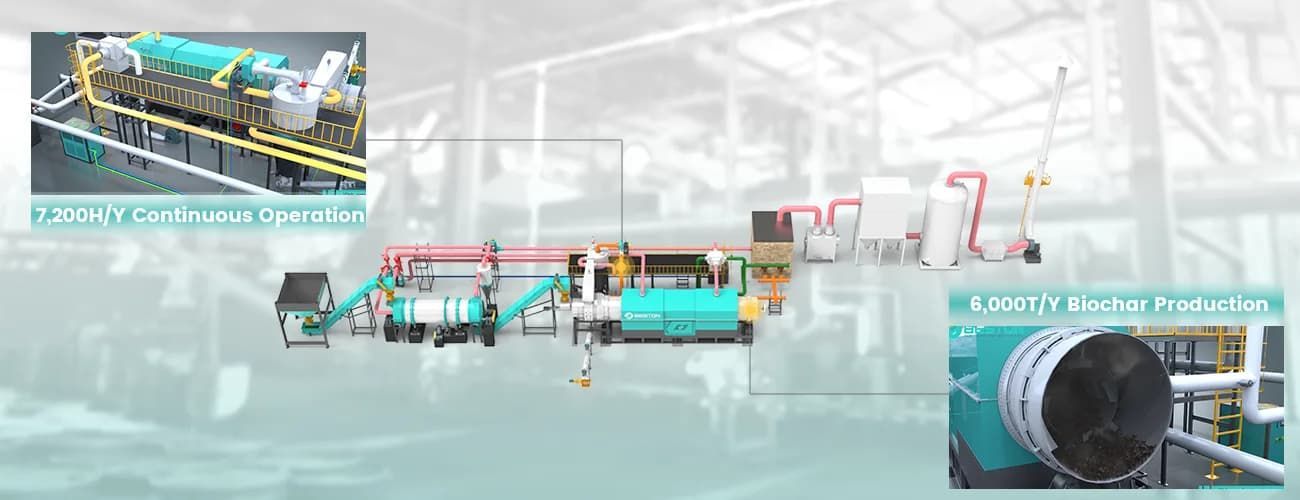
Through advanced waste tire pyrolysis plant, we can extract the carbon black contained in scrap tyres. After processing (treating, pelletizing, and surface modification), this rCB can be sent back to tyre manufacturers.
The Circular Loop:
Tyre → Pyrolysis → Recovered Carbon Black → New Tyre
This loop is the ultimate expression of the circular economy. By using rCB, manufacturers can significantly reduce their carbon footprint, lower reliance on fossil fuels, and create a domestic supply chain for a material that is often geopolitically constrained.
Beyond Carbon Black: The Other Outputs
While carbon black gets the spotlight, the other byproducts ensure that the process is not only circular but also economically viable and zero-waste.
- Tyre Pyrolysis Oil (TPO): This oil is a valuable fuel source. In many modern plants, it is refined and used to power the pyrolysis reactors themselves, creating a self-sustaining energy loop. Alternatively, it can be upgraded into marine fuels or even used as feedstock for the petrochemical industry to create new plastics.
- Steel: Tyres contain high-quality steel bead wire. This is recovered cleanly and is 100% recyclable, ready to be sent back to steel mills.
- Syngas: Light hydrocarbons released during the process (syngas) are recaptured to heat the reactor, ensuring minimal external energy input.
The Future: A Closed-Loop Industry
The vision for the future is one where tyre manufacturing is a closed-loop system. Major tyre manufacturers have already set ambitious targets to use 100% sustainable materials by 2050. They cannot achieve these goals without pyrolysis.
Imagine a world where when you buy a new set of tyres, you are essentially leasing the carbon within them. When those tyres wear out, they are collected, processed via pyrolysis, and the carbon black is cleaned and molded into the next generation of tyres—with minimal loss of quality and zero waste to the environment.
Conclusion
Tyre pyrolysis is more than just a waste management solution; it is a critical infrastructure technology for the circular economy. By bridging the gap between the end-of-life of one tyre and the birth of another, it turns one of the most problematic waste streams into a valuable resource.
As technology advances and the demand for sustainable materials grows, the journey from tyre to pyrolytic carbon black and back to tyre will become the new standard. It’s time to stop treating tyres as waste and start treating them as the valuable, perpetual resource they are.