Advantages of Using Coconut Shells for Shisha Charcoal Production

The production of shisha charcoal demands raw materials that are both sustainable and efficient. Coconut shells have emerged as an optimal choice, offering a range of benefits that cater to the growing demand for high-quality charcoal in the shisha market. Their unique properties, combined with advancements in coconut shell processing machine technology, make them a preferred resource for environmentally conscious and performance-oriented production.
Superior Combustion Properties
Coconut shell charcoal is prized for its excellent combustion characteristics. The material produces a steady and consistent heat output, which is essential for an enjoyable shisha experience. Unlike traditional wood-based charcoal, coconut shell charcoal burns longer and at a controlled temperature, minimizing the need for frequent replacement during use.
Moreover, the low ash content of coconut shell charcoal ensures minimal residue, enhancing the cleanliness of the shisha process. This quality makes it particularly appealing to users who prioritize convenience and efficiency.
Sustainability and Environmental Benefits
Coconut shells are an agricultural byproduct, often discarded as waste in coconut farming regions. Repurposing these shells for charcoal production not only reduces waste but also supports sustainable practices. This approach aligns with the principles of a circular economy, where resources are utilized to their fullest potential.
Compared to hardwood-based charcoal, the use of coconut shells significantly reduces deforestation. By leveraging an abundant and renewable resource, manufacturers can meet market demands without compromising environmental integrity.
Enhanced User Experience
The performance of shisha charcoal directly impacts the user experience. Coconut shell charcoal is known for its low smoke production, ensuring a smoother and more pleasant session. This characteristic is particularly important in indoor settings, where excessive smoke can be a nuisance.
Additionally, coconut shell charcoal is virtually odorless, preserving the natural flavors of shisha tobacco. This neutrality enhances the overall sensory experience, making it a favorite among enthusiasts and connoisseurs.
High Carbon Content
The carbonization process transforms coconut shells into a material with high carbon content, a critical factor for efficient energy transfer. Coconut shell charcoal boasts a higher carbon percentage than many other types of charcoal, resulting in superior heat retention and combustion efficiency.
This high carbon content also contributes to the material's durability, allowing it to withstand prolonged burning without crumbling. This robustness is essential for maintaining the structural integrity of shisha charcoal during extended use.
Economic Viability
The widespread availability of coconut shells in tropical regions ensures a steady and cost-effective supply for charcoal production. Investing in a coconut shell charcoal machine allows manufacturers to capitalize on this abundant resource, reducing production costs while maintaining high-quality output.
Furthermore, the efficient conversion process minimizes material wastage, maximizing the yield from each batch of coconut shells. This efficiency translates into competitive pricing for end consumers, driving demand and profitability.
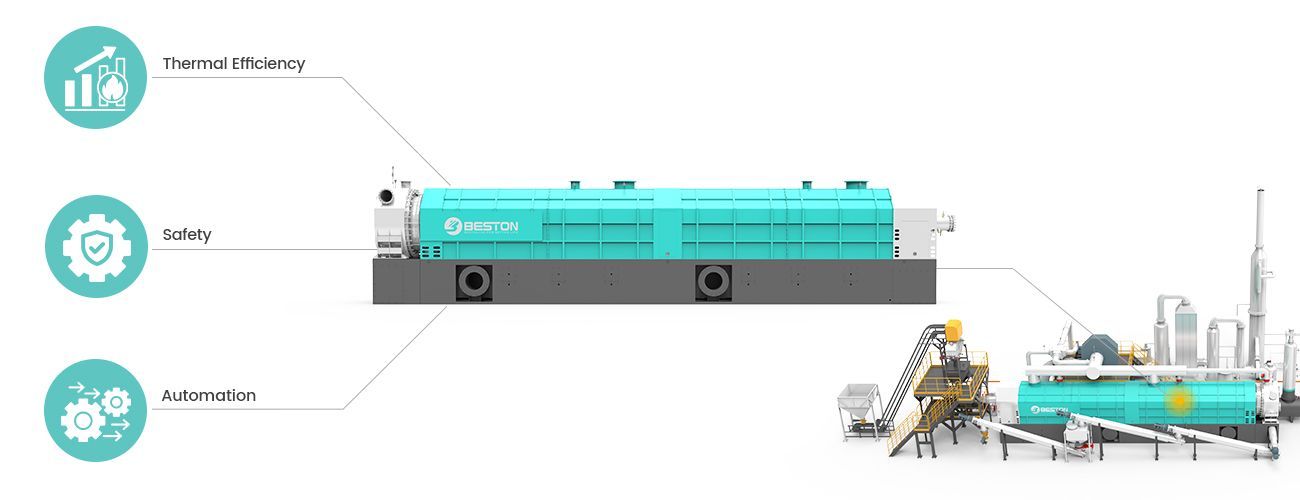
Adaptability of Coconut Shell Charcoal Machines
Modern coconut shell charcoal briquette making machine are designed to streamline the production process, offering versatility and precision. These machines facilitate the carbonization of coconut shells at controlled temperatures, ensuring consistent quality across batches.
Advanced features such as automated feeding systems, temperature regulation, and emission controls enhance operational efficiency. By adopting these technologies, manufacturers can scale production to meet growing market demands while adhering to environmental regulations.
Meeting Consumer Preferences
The global shisha market has seen a shift toward eco-friendly and high-performance products. Coconut shell charcoal aligns with these preferences, appealing to environmentally conscious consumers and those seeking superior functionality.
The aesthetic appeal of coconut shell charcoal, often shaped into uniform briquettes, further enhances its marketability. These briquettes are easy to handle, store, and transport, making them a practical choice for both casual users and commercial establishments.
Long-Term Market Potential
The use of coconut shells in shisha charcoal production represents a sustainable and economically viable solution for the future. As consumer awareness of environmental issues grows, the demand for eco-friendly alternatives is expected to rise. Coconut shell charcoal, with its myriad benefits, is well-positioned to dominate this market segment.
By integrating advanced coconut shell charcoal machines into production workflows, manufacturers can ensure consistent quality, operational efficiency, and environmental compliance. This approach not only supports market growth but also reinforces the industry's commitment to sustainable practices.