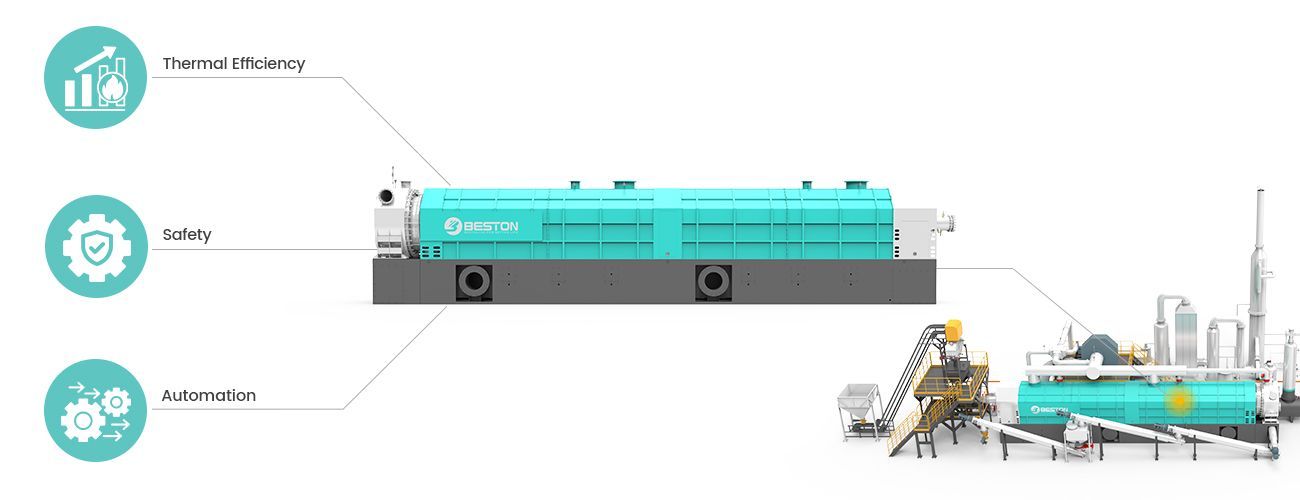
Thermal Desorption for Oil Contaminated Soil Remediation
The management of oil-contaminated soil has become a critical environmental issue, particularly in areas affected by industrial operations, spills, and accidental discharges. Traditional soil remediation techniques often fall short in terms of efficiency, environmental impact, and cost-effectiveness. In contrast, thermal desorption presents a viable solution for addressing these challenges, offering a range of benefits in the restoration of contaminated sites. By utilizing a thermal desorption unit, the removal of oil contaminants from soil can be achieved effectively, ensuring a cleaner, safer environment and compliance with environmental regulations.
Efficient Removal of Oil Contaminants
One of the primary advantages of using a thermal desorption unit in the remediation of oil-contaminated soil is its efficiency in removing organic pollutants, particularly oils and hydrocarbons. The thermal desorption process involves the application of heat to soil, causing volatile contaminants, including oils, to vaporize. These contaminants are then captured, condensed, and separated from the soil, effectively purging the material of harmful substances.
This method is particularly effective for dealing with soils contaminated by petroleum-based products, such as crude oil, diesel, and lubricating oils. It is ideal for large-scale cleanup operations where time is a crucial factor, as thermal desorption can process significant volumes of contaminated soil in a relatively short period. The precision and speed of this process ensure that oil residues are removed from deep within the soil matrix, something that traditional methods, such as bioremediation, may struggle to achieve.

Minimizing Environmental Impact
Thermal desorption offers an environmentally friendly solution to oil-contaminated soil remediation. Unlike other oil sludge treatment methods that rely on chemical agents or biological processes, thermal desorption does not introduce additional pollutants into the environment. The process uses heat as the primary tool to extract contaminants, and the oil vapors collected during the process can be safely processed in a manner that minimizes atmospheric pollution.
Moreover, the high temperatures employed in a thermal desorption unit can destroy many hazardous organic compounds, including polycyclic aromatic hydrocarbons (PAHs) and volatile organic compounds (VOCs). As a result, the technology reduces the risk of secondary contamination, a common concern with some chemical treatments, and helps ensure that the site meets environmental standards for post-remediation use.
Cost-Effectiveness and Energy Efficiency
When compared to other soil remediation methods, thermal desorption is often more cost-effective in the long run. While the initial setup and operational costs of a thermal desorption unit may be higher than other techniques, the speed and efficiency of the process lead to lower overall expenses. This is especially important in large-scale remediation projects where soil volumes are substantial. By reducing the time and resources needed for treatment, thermal desorption significantly cuts operational costs.
Furthermore, modern thermal desorption units are designed to optimize energy consumption. Innovations in heat recovery and process efficiency have made this technology more energy-efficient, reducing both operational costs and the environmental footprint of the remediation process. The ability to recycle heat within the system further reduces energy demand, making it a more sustainable solution for oil-contaminated soil cleanup.
Versatility and Application
Another key benefit of thermal desorption is its versatility in handling a variety of soil types and contamination levels. Unlike some methods that are only suitable for specific soil conditions or contamination profiles, thermal desorption can be applied to a wide range of soils, including sandy, clayey, and silty materials. The system is capable of remediating soils contaminated with not only oil but also other hazardous substances, such as solvents, pesticides, and certain heavy metals.
Thermal desorption is particularly well-suited for areas where contamination is deep or widespread. This capability makes it an ideal solution for remediating sites affected by oil spills, industrial accidents, or long-term contamination. The process can be customized to handle different levels of contamination, allowing for scalable and tailored cleanup strategies that meet specific site requirements.
Post-Treatment Soil Reuse
Once the oil contaminants are removed, the treated soil can often be reused, depending on the level of remaining contamination and local regulations. This is a significant advantage over other remediation techniques that may render the soil unsuitable for future use. After thermal desorption, the soil can be returned to its natural state or repurposed for construction, landscaping, or agricultural applications. This ability to regenerate soil helps reduce the demand for raw materials and supports sustainable land management practices.
Ensuring Compliance with Environmental Standards
Finally, thermal desorption units help ensure compliance with environmental regulations, which is critical for both public health and legal requirements. Oil-contaminated sites must be remediated to specific environmental standards to prevent contamination of groundwater, air, and surrounding ecosystems. The high efficiency of thermal desorption ensures that a site can be treated to meet or exceed these standards, thereby facilitating the approval of regulatory authorities.
In some regions, the use of thermal desorption is becoming increasingly important due to tightening environmental regulations and the growing demand for sustainable remediation methods. Governments and industries are placing more emphasis on technologies that can provide effective, low-impact solutions for managing contaminated sites. Thermal desorption not only meets these criteria but also provides a method that can be deployed across a variety of environments, from urban areas to industrial zones.