Investment Advantages of Mobile Pyrolysis Unit

The growing global focus on waste management, sustainability, and the reduction of environmental footprints has paved the way for innovative solutions in resource recovery. Among these, the mobile pyrolysis unit stands out as an effective and flexible investment in waste-to-energy technology. With its compact and adaptable design, the mobile pyrolysis unit offers multiple advantages for investors and businesses looking to capitalize on emerging markets and environmental regulations. This article explores the key investment advantages of mobile pyrolysis units.
1. Flexibility in Operation
A mini pyrolysis machine offers significant operational flexibility compared to traditional stationary systems. One of its primary advantages is the ability to be relocated to different sites based on demand or availability of feedstock. This mobility ensures that waste materials, such as plastic, rubber, and biomass, can be processed at or near their source, reducing the need for long-distance transportation. The reduction in logistical costs makes mobile pyrolysis units a cost-effective solution, especially in regions with limited infrastructure or those in need of immediate waste management solutions.
2. Cost Efficiency
Investing in a mobile pyrolysis unit is typically more cost-effective than installing a large-scale, stationary pyrolysis plant. The lower capital expenditure associated with mobile units is a major advantage for businesses or governments looking to implement pyrolysis technology on a smaller scale. Since mobile pyrolysis units are designed for easy deployment and faster setup, they can begin processing waste quickly, resulting in a faster return on investment. Furthermore, the modular nature of mobile units allows for scalability, making it possible to expand operations gradually as demand increases without the need for substantial upfront investment.
3. Lower Operational Costs
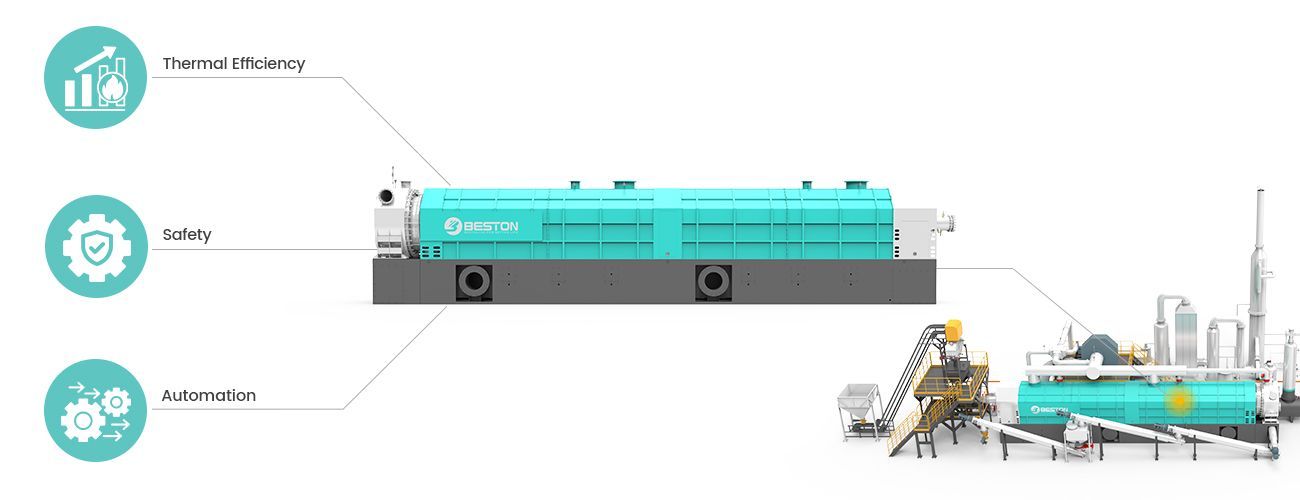
Mobile pyrolysis machinery reduces the operational costs associated with waste collection and transportation. By processing waste directly at the source, transportation fees and environmental impacts related to moving large volumes of waste over long distances are significantly minimized. Additionally, these units are designed to be energy-efficient, utilizing heat generated during the pyrolysis process to sustain their operation, thereby reducing fuel costs. This makes mobile pyrolysis units a more sustainable and cost-effective alternative to other waste disposal methods, such as incineration or landfill, which often require ongoing operational expenditure.
4. Environmental Benefits
The environmental benefits of mobile pyrolysis units are a major selling point for investors. By converting waste into valuable products such as oil, carbon black, and gas, pyrolysis helps reduce the environmental burden of landfills and incinerators. This technology provides a sustainable solution to waste management by reducing the volume of waste that would otherwise contribute to environmental pollution. Moreover, the mobile nature of these units allows for localized waste treatment, which not only reduces transportation emissions but also ensures that waste is managed in compliance with local environmental regulations.
Additionally, mobile pyrolysis units contribute to circular economy practices by turning waste into reusable products, thus supporting resource recovery. The conversion of waste materials into oil and carbon black can help reduce reliance on virgin materials in industrial applications, promoting more sustainable manufacturing processes. This aligns with global efforts to achieve carbon neutrality and meet international environmental standards.
5. Market Demand for Sustainable Solutions
The increasing demand for sustainable waste management solutions makes the investment in a mobile pyrolysis unit particularly attractive. Governments and industries are under increasing pressure to implement environmentally friendly technologies that support circular economy principles. With regulations surrounding waste disposal becoming stricter, particularly in the plastic, rubber, and tire industries, mobile pyrolysis units offer an effective and scalable solution to meet regulatory requirements. As consumer preferences shift toward eco-friendly products, companies investing in mobile pyrolysis technology can capitalize on this demand and create a competitive advantage in their respective markets.
6. Profit Potential from Byproducts
A mobile pyrolysis unit not only addresses waste management but also offers significant profit potential through the sale of byproducts such as oil, gas, and carbon black. Pyrolysis oil can be further refined and sold as a valuable alternative to fossil fuels, while carbon black has numerous industrial applications, including in the production of rubber, plastics, and inks. The gas produced during the pyrolysis process can be used to fuel the unit itself, making the operation even more self-sufficient. These byproducts create multiple revenue streams, making the investment in a mobile pyrolysis unit an economically viable option for waste-to-energy operations.
7. Rapid Deployment
Another key advantage of mobile pyrolysis units is their rapid deployment capability. Unlike stationary pyrolysis plants, which often require months or even years to construct, mobile units can be operational within a much shorter timeframe. This is particularly beneficial in areas where urgent waste management solutions are needed, such as regions affected by natural disasters or those experiencing a surge in waste generation. The ability to quickly address waste challenges can provide businesses with a first-mover advantage, ensuring they meet market demand and regulatory requirements swiftly.
8. Scalability and Growth Opportunities
Mobile pyrolysis units offer excellent scalability. Operators can start with a single unit and gradually expand their operations as demand grows. This flexibility allows businesses to enter the waste management and recycling markets with a lower initial investment and increase their capacity incrementally. Moreover, as environmental regulations tighten and the market for recycled products expands, the demand for mobile pyrolysis units is likely to grow, providing long-term growth opportunities for investors.
Conclusion
Investing in a mobile pyrolysis unit offers multiple advantages for businesses looking to capitalize on the growing demand for sustainable waste management and resource recovery solutions. The flexibility, cost-efficiency, and environmental benefits make mobile pyrolysis units an attractive investment option. As technological advancements continue and global pressure to address waste challenges intensifies, the value of mobile pyrolysis units as a key solution in the waste-to-energy industry is set to increase, offering significant opportunities for those seeking to invest in the future of recycling and waste management.