What is Charcoal Briquette Making Machine

Charcoal briquette making machines are innovative pieces of equipment designed to transform biomass materials into high-density charcoal briquettes. These machines play a crucial role in sustainable waste management and provide an eco-friendly alternative to traditional charcoal production methods. Let's delve into the intricacies of charcoal briquette making machines and explore how they work, their applications, and their benefits.
Understanding Charcoal Briquette Making Machine
Charcoal briquette making machines utilize the principle of compression to compact biomass materials into dense and uniform charcoal briquettes. The process involves feeding biomass feedstock, such as sawdust, wood chips, or agricultural residues, into a hopper or feeder system.
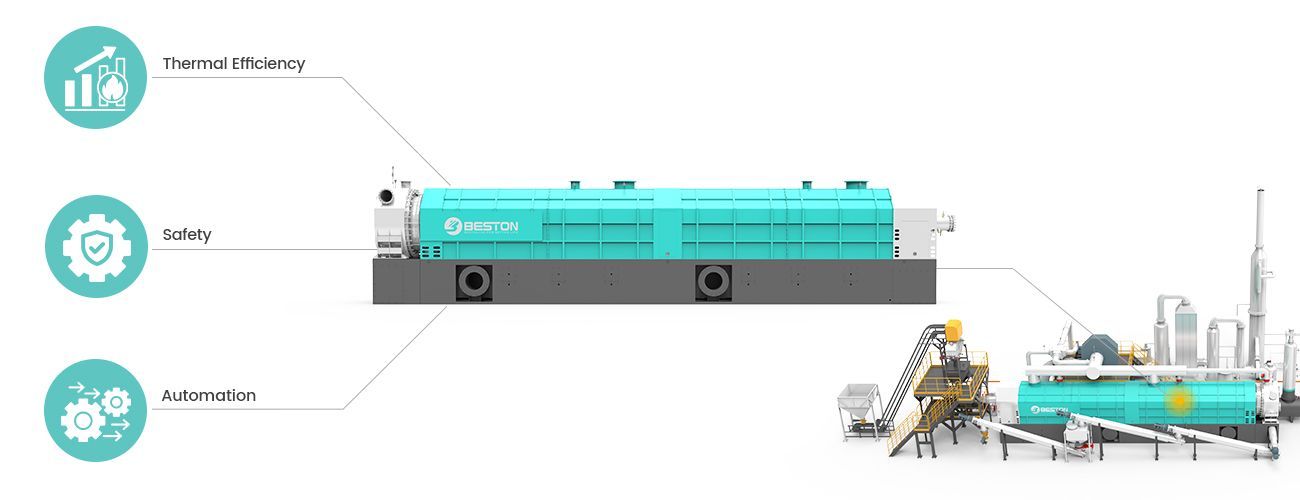
Key Components of Charcoal Briquette Making Machine
- Feeding System: This component is responsible for transferring biomass feedstock into the machine's compression chamber.
- Compression Chamber: In the compression chamber, biomass feedstock undergoes compression under high pressure to form charcoal briquettes.
- Die and Punches: The die and punches are crucial components that shape the charcoal briquettes and determine their size and density.
- Hydraulic System: Some charcoal briquette making machines utilize hydraulic systems to apply the necessary pressure for briquette formation.
How Charcoal Briquette Making Machine Works
The charcoal briquette making machine operates on the principle of mechanical compression, where biomass feedstock is subjected to high pressure within a confined space. The process typically involves the following steps:
- Feeding: Biomass feedstock is fed into the machine's hopper or feeder system, where it is conveyed into the compression chamber.
- Compression: Inside the compression chamber, the biomass feedstock is subjected to high pressure by a hydraulic press or mechanical mechanism. This pressure compacts the biomass particles, forcing them to bind together and form charcoal briquettes.
- Ejection: Once the charcoal briquettes are formed, they are ejected from the machine's compression chamber and collected for further processing or packaging.
Applications of Charcoal Briquette Making Machines
Charcoal briquette making machines find diverse applications across various industries and sectors, including:
- Household Cooking: Charcoal briquettes produced by these machines serve as a clean-burning and efficient fuel for household cooking and heating purposes.
- Industrial Use: Industries utilize charcoal briquettes as a cost-effective and eco-friendly fuel source for various processes, such as smelting, drying, and heating.
- Barbecue and Grilling: Charcoal briquettes are popularly used as a fuel source for barbecues and grills due to their consistent heat output and long burn time.
- Environmental Remediation: Charcoal briquette making machines can also be employed in environmental remediation projects to convert organic waste materials into valuable charcoal products, thereby reducing waste and mitigating environmental pollution.
Benefits of Charcoal Briquette Making Machines
- Sustainable Waste Management: Charcoal briquette making machines offer a sustainable solution for managing biomass and organic waste materials, reducing the burden on landfills and promoting resource utilization.
- Energy Efficiency: These machines efficiently transform biomass feedstock into high-density charcoal briquettes, maximizing energy conversion and minimizing waste.
- Cleaner Fuel Source: Charcoal briquettes produced by these machines burn cleaner and emit fewer pollutants compared to traditional charcoal, contributing to improved air quality and reduced environmental impact.
- Cost Savings: Charcoal briquette making machines provide a cost-effective alternative to traditional charcoal production methods, allowing for the utilization of readily available biomass feedstock.
- Customization Options: These machines offer flexibility in terms of briquette size, shape, and composition, allowing users to tailor charcoal briquettes to specific applications and requirements.
In conclusion, charcoal briquette making machines are innovative tools that play a crucial role in sustainable waste management and energy production. By transforming biomass materials into high-density charcoal briquettes, these machines offer numerous benefits, including cleaner fuel sources, cost savings, and environmental sustainability.