NEWS
The Best Luxury Real Estate in Southern California
NEWS

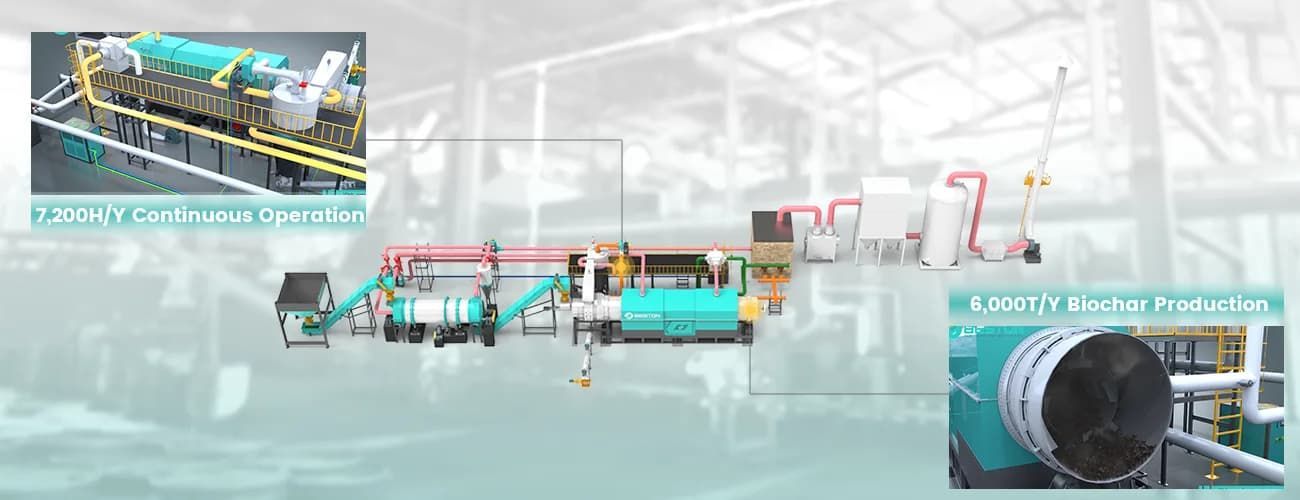
In industrial pyrolysis projects, many investors focus on reactor capacity, oil yield, and equipment price. However, one critical factor is often overlooked: shutdown and restart time. For a pyrolysis reactor, stopping production is not simply turning off the heating system. The reactor must complete material discharge, reduce internal temperature safely, handle residual gases, and go through a controlled reheating process before production can resume. These hidden time losses can significantly affect annual production capacity and profitability. This is one of the key reasons why continuous pyrolysis technology is becoming increasingly important for large-scale waste recycling projects. 1. Why Does a Pyrolysis Reactor Need Cooling Before Shutdown? A pyrolysis reactor operates under high-temperature and oxygen-free conditions. During operation, the reactor contains hot carbon materials, pyrolysis vapors, and combustible gases. When a traditional batch reactor stops, operators usually need to: Stop feeding raw materials Complete the pyrolysis cycle Discharge finished products Remove remaining gases Lower reactor temperature gradually Check equipment conditions before restarting The cooling process is necessary because sudden temperature changes can create thermal stress on the reactor shell and internal components. For large reactors, the cooling stage can take many hours. During this period, the equipment occupies space but generates no economic output. 2. Restarting a Batch Pyrolysis System Requires Additional Time Restarting a cold pyrolysis reactor is also a time-consuming process. Before new production begins, operators must: Inspect the reactor and supporting equipment Start the heating system Wait until the reactor reaches the required operating temperature Adjust temperature distribution Begin feeding raw materials gradually Depending on reactor size and heating method, reaching stable operating conditions may require several hours. This means that frequent shutdown and restart cycles reduce the actual working time of the equipment. For example, a machine designed for 24-hour operation may lose significant production hours if it needs frequent cooling and reheating between batches. 3. Hidden Costs Behind Frequent Shutdowns The time loss caused by shutdowns affects more than production volume. Energy Waste: Heating a cold reactor requires a large amount of energy. Every restart means repeating the heating process, increasing fuel or electricity consumption. Lower Equipment Utilization: Even if a batch reactor has a high processing capacity per cycle, frequent idle periods reduce the annual utilization rate. Increased Labor Requirements: Manual operations such as feeding, discharging, temperature adjustment, and restart preparation require more workers and management time. More Thermal Stress: Repeated heating and cooling cycles accelerate material expansion and contraction, which may increase maintenance requirements over long-term operation. 4. How Continuous Pyrolysis Technology Solves the Problem Continuous pyrolysis systems are designed to maintain stable operation for extended periods. Unlike batch equipment, continuous systems typically use: Continuous feeding mechanisms Automatic material discharge systems Stable temperature control Integrated gas recycling systems PLC-based operation monitoring The reactor remains at the optimal working temperature instead of repeatedly cooling down and heating up. This design significantly reduces downtime and improves production efficiency. 5. Continuous Operation Improves Long-Term Project Economics For commercial recycling facilities processing large amounts of waste plastic, tires, biomass, or oil sludge, production stability is often more important than the initial equipment investment. A continuous pyrolysis system can provide advantages such as: Higher annual operating hours More stable product quality Lower labor dependence Reduced energy loss Easier industrial-scale management Although the initial investment may be higher, the improved utilization rate can create better long-term returns. 6. Why Continuous Pyrolysis Is Becoming the Future Trend As recycling industries move from small experimental projects toward industrial-scale production, equipment efficiency is becoming a key competitive factor. The future of pyrolysis is not only about increasing reactor size but also about maximizing operational time. Reducing unnecessary shutdown and restart periods allows companies to process more waste, recover more valuable products, and achieve better economic performance. Conclusion The shutdown and restart process of a traditional pyrolysis reactor can create significant hidden losses in time, energy, and labor. For small projects, this may be acceptable, but for commercial recycling operations, these limitations become increasingly obvious. Continuous pyrolysis technology solves this challenge by maintaining stable temperature conditions and enabling long-term automatic operation. As the demand for efficient waste conversion continues to grow, continuous systems are becoming a more practical choice for the future of industrial pyrolysis.

As the demand for sustainable biomass energy and carbon-negative technologies grows, biochar production has attracted increasing attention worldwide. Among various carbonization technologies, horizontal rotary biochar reactors and vertical retort reactors are two popular solutions used for converting biomass materials such as palm kernel shells, wood chips, rice husks, and agricultural residues into high-quality biochar. Although both systems use controlled heating in a low-oxygen environment, their designs, operating principles, production capacity, energy efficiency, and application advantages are different. Understanding these differences helps manufacturers choose the most suitable carbonization equipment for their production goals. Working Principle Comparison Horizontal Rotary Biochar Reactor A horizontal rotary biochar reactor uses a horizontally installed rotating drum to process biomass continuously. During operation, raw materials enter one end of the reactor and move slowly through the heated chamber while the drum rotates. The rotation creates continuous mixing and improves heat transfer between the biomass and the reactor wall. As materials move through different temperature zones, moisture evaporation, volatile release, and carbonization occur gradually. The finished biochar is discharged from the other end. This design is especially suitable for continuous industrial production because it allows automatic feeding, carbon discharge, and stable operation. Vertical Retort Reactor A vertical retort reactor uses a standing chamber where biomass is loaded from the top and carbonized while moving downward through different heating zones. Heat is usually supplied externally, and the design allows indirect heating to minimize oxygen exposure. As biomass slowly descends, it undergoes drying, pyrolysis, and carbonization before being collected at the bottom. Vertical retort systems are known for high thermal efficiency because they can recycle and reuse combustible gases generated during carbonization. Production Capacity and Scalability For companies requiring large-scale biochar production, horizontal rotary reactors offer strong flexibility. Their continuous feeding system allows manufacturers to process a wide range of biomass materials with fewer interruptions. They are commonly used for processing agricultural waste, palm kernel shells, sawdust, and other loose biomass. Vertical retort reactors are also suitable for industrial production but are often selected when energy efficiency and consistent product quality are the main priorities. Their compact vertical structure allows efficient heat utilization and stable carbonization conditions. The best choice depends on production targets, available space, raw material characteristics, and investment budget. Biochar Quality and Carbonization Control Temperature control plays a major role in determining biochar properties. Horizontal rotary reactors provide excellent mixing during rotation, which helps reduce temperature differences inside the reactor. This results in relatively uniform carbonization, especially when processing irregular biomass particles. Vertical retort reactors provide highly controlled heating zones. Since biomass moves slowly through carefully designed temperature sections, operators can achieve precise carbonization conditions and stable carbon content. For applications requiring specific biochar characteristics, such as activated carbon production or soil amendment, accurate temperature management is essential for controlling porosity, fixed carbon content, and ash characteristics. Energy Efficiency Comparison Energy efficiency is one of the most important considerations in modern biochar production. Vertical retort reactors usually have an advantage because they can efficiently reuse pyrolysis gases generated during carbonization. These gases can be burned to provide part of the required heating energy, reducing external fuel consumption. Horizontal rotary reactors can also achieve high efficiency when equipped with advanced heat recovery systems. Some models use combustible gases from carbonization to heat the reactor, improving overall sustainability. Maintenance and Operation Horizontal rotary reactors contain more mechanical components, including motors, gears, and rotating supports. Regular maintenance is required to ensure stable operation. However, their automated feeding and discharge systems make them convenient for continuous production. Vertical retort reactors have fewer moving parts, which can reduce mechanical maintenance requirements. Their main operational focus is maintaining proper airflow, heating balance, and feedstock consistency. Which Reactor Is Better for Palm Kernel Shell Biochar Production? For palm kernel shell carbonization, both technologies can perform well, but the preferred choice depends on production requirements. A horizontal rotary biochar reactor is a strong option when: Large quantities of palm kernel shells need continuous processing Raw materials have variable sizes and moisture levels High automation and easy operation are required Flexible biomass processing is important A vertical retort reactor is more suitable when: Energy efficiency is a top priority High-quality and consistent biochar is required Factory space is limited Lower fuel consumption is desired Lower fuel consumption is desiredusion Both horizontal rotary biochar reactors and vertical retort reactors are advanced solutions for biomass carbonization. Horizontal rotary systems provide flexibility, high throughput, and excellent adaptability for various raw materials. Vertical retort systems offer superior thermal efficiency, precise carbonization control, and stable biochar quality. For industrial biochar projects, the ideal reactor should be selected based on raw material conditions, production capacity, energy availability, and final biochar requirements. With proper temperature control and optimized operation, both technologies can contribute to efficient and sustainable biomass conversion.

The global climate strategy landscape is entering a new phase. For years, companies have focused primarily on reducing operational emissions through renewable energy, efficiency improvements, and supply chain optimization. However, the next generation of corporate climate commitments is expected to place increasing attention on a new requirement: measurable and durable carbon removal. With the evolution of frameworks such as the Science Based Targets initiative (SBTi) and its future net-zero guidance, businesses are preparing for a world where reducing emissions alone may no longer be sufficient. Companies pursuing credible net-zero pathways will need to address unavoidable residual emissions through high-quality Carbon Dioxide Removal (CDR) solutions. This shift is creating a major opportunity for biochar technology. As one of the most scalable and cost-effective forms of durable carbon removal, biochar production is becoming a strategic investment for companies seeking reliable climate solutions. From “Optional Offset” to Strategic Carbon Infrastructure In the early carbon market, carbon removal was often viewed as a voluntary sustainability initiative or an additional environmental benefit. Today, the market is moving toward a different model: permanent carbon removal is becoming an essential component of credible net-zero strategies. Companies will increasingly need access to carbon removal solutions that offer: Long-term carbon storage durability Transparent measurement and verification Scalable deployment potential Competitive cost efficiency Biochar meets many of these requirements by converting biomass into a stable carbon-rich material that can store atmospheric carbon for extended periods. Unlike temporary emission reduction projects, biochar-based carbon removal creates measurable physical carbon storage. This makes it attractive for corporations looking to strengthen their climate commitments while preparing for stricter future standards. Why Biochar Equipment Is Becoming a Corporate Climate Asset The growth of carbon removal demand is changing how companies view industrial equipment. Instead of seeing biochar production as only an agricultural or waste management solution, businesses are beginning to recognize it as carbon removal infrastructure. Advanced carbonization equipment enables organizations and project developers to transform biomass resources into durable carbon products while creating measurable climate impact. Modern systems are designed to provide: Stable carbonization processes High fixed-carbon biochar output Improved energy efficiency Automated operational monitoring Scalable production capacity These features make carbonization technology a practical pathway for companies that need to build reliable carbon removal supply chains. The Competitive Advantage of Investing Early As demand for carbon removal increases, access to high-quality CDR capacity may become a competitive advantage. Companies that secure biochar carbon removal partnerships early can benefit from: 1. Greater Carbon Credit Availability The supply of durable carbon removal credits remains limited compared with future corporate demand. Early investment allows companies to establish relationships with reliable suppliers before market competition intensifies. 2. Improved Sustainability Credibility Customers, investors, and regulators are increasingly evaluating corporate climate claims. Supporting verified carbon removal projects can strengthen a company’s environmental strategy and demonstrate commitment beyond basic emission reduction. 3. Long-Term Cost Protection As carbon removal demand grows, prices for high-quality credits may increase. Developing access to scalable biochar production capacity can help businesses manage future climate compliance costs. Biochar as a Scalable Industrial Carbon Removal Solution One reason biochar is gaining attention is its combination of technical maturity and scalability. Compared with many emerging carbon removal technologies, biochar can be deployed using existing biomass resources and industrial processing methods. Agricultural residues, forestry by-products, and organic waste streams can become feedstocks for carbon removal projects. A well-designed biochar facility can also create additional economic value through: Biochar sales for agricultural applications Renewable energy recovery from pyrolysis processes Carbon credit generation Circular economy benefits This multi-value approach improves project economics while supporting global decarbonization goals. Equipment Selection Will Define Future Carbon Markets As corporate demand for carbon removal accelerates, not all biochar production systems will deliver equal value. Equipment quality, process stability, and data transparency will become critical factors in determining whether projects can successfully participate in premium carbon markets. Companies evaluating biochar solutions should consider whether their technology partner provides reliable production control, consistent carbon quality, and the operational data required for carbon accounting. The future of carbon removal will not only depend on producing more biochar—it will depend on producing verifiable, high-quality, and market-ready carbon removal. Conclusion: Preparing for the Carbon Removal Economy The transition from emission reduction to carbon removal represents one of the biggest changes in corporate climate strategy. As net-zero frameworks evolve, companies will need practical solutions that deliver permanent carbon storage at industrial scale. Biochar technology, supported by advanced carbonization equipment, offers a pathway that combines scalability, affordability, and measurable climate impact. For businesses preparing for the next generation of sustainability requirements, investing in biochar carbon removal capacity is no longer just an environmental initiative. It is becoming a strategic decision for future carbon management, compliance readiness, and long-term climate competitiveness.
Biochar has rapidly become one of the most credible and scalable solutions for carbon dioxide removal (CDR). Unlike many emerging climate technologies that are still in pilot phases, biochar production is already commercially active, measurable, and verifiable under internationally recognized carbon accounting frameworks. Two of the most important standards driving this credibility are the methodologies used by Puro.earth and the certification guidelines established by the European Biochar Certificate (EBC). Together, these frameworks define how biochar projects must be designed, monitored, and verified to qualify as high-integrity carbon dioxide removal. At the center of this system is the technology that makes it all possible: the biochar pyrolysis machine, which converts biomass into stable carbon while controlling emissions and ensuring traceability. 1. Biochar as a Recognized Carbon Dioxide Removal Pathway Carbon dioxide removal is no longer a theoretical concept—it is a regulated and audited industry. Biochar qualifies as a durable carbon storage method because it locks carbon into a solid form that can remain stable in soil or materials for hundreds to thousands of years. Under CDR frameworks, the key requirement is permanence. Biochar meets this requirement by converting unstable biomass carbon into a highly resistant aromatic carbon structure through pyrolysis. When properly produced and applied, this prevents the carbon from rapidly re-entering the atmosphere through decomposition or combustion. Both Puro.earth and EBC recognize this durability, but only when production follows strict technical and environmental rules. 2. Role of Pyrolysis Technology in Carbon Integrity The quality and carbon stability of biochar depend heavily on how it is produced. This is where the biochar pyrolysis machine plays a critical role. These systems are not simple burners—they are controlled thermochemical reactors designed to optimize carbon conversion while minimizing emissions. To meet certification requirements, pyrolysis systems must ensure: Stable oxygen-limited conditions to prevent combustion Controlled temperature ranges (typically 400–700°C) High carbon retention in the final product Effective capture or utilization of syngas and bio-oil byproducts If these parameters are not carefully managed, the resulting material may not qualify as certified carbon removal. This is why advanced, monitored, and automated pyrolysis systems are essential for compliance. 3. Alignment with Puro.earth Methodology Puro.earth has developed one of the most widely recognized commercial frameworks for issuing carbon removal credits. Its methodology for biochar focuses on lifecycle accounting, ensuring that every stage—from feedstock sourcing to final application—is measured. Key compliance requirements include: Sustainable biomass sourcing (no deforestation or high-risk feedstock) Full lifecycle carbon accounting (including energy inputs and transport emissions) Verified carbon content in produced biochar End-use tracking (soil application, construction, or materials) Independent third-party auditing The goal is to ensure that every issued carbon credit corresponds to real, measurable, and additional CO₂ removal. For producers, this means biochar is not just a material product—it is a carbon asset that must be traceable from production to sequestration. 4. European Biochar Certificate (EBC) Quality and Safety Standards The European Biochar Certificate provides a complementary framework that focuses more on material safety, environmental impact, and application suitability. While Puro.earth emphasizes carbon accounting, EBC ensures that the biochar itself is safe and effective for use in soil or other applications. EBC certification evaluates: Heavy metal content and contaminant thresholds Feedstock sustainability and origin Pyrolysis process conditions Stability and carbon content of final biochar Agronomic safety for soil application This dual focus ensures that biochar is not only a carbon sink but also a safe and beneficial material for ecosystems. 5. Why Production Systems Must Be Certified and Controlled One of the biggest challenges in the biochar industry is consistency. Small variations in temperature, feedstock composition, or oxygen exposure can significantly change the carbon stability and safety of the final product. Modern certified systems rely on automation, real-time monitoring, and standardized reactor designs. Without these controls, producers risk producing biochar that fails certification tests or underperforms in carbon sequestration value. This is why industrial-scale adoption increasingly depends on integrated systems like the biochar pyrolysis machine, which can maintain stable conditions and generate auditable production data. 6. Carbon Markets and Economic Incentives Certification under Puro.earth and EBC does more than validate environmental impact—it unlocks access to premium carbon markets. Companies purchasing carbon removal credits require proof of durability, traceability, and additionality. Certified biochar projects can generate revenue from: Carbon credit sales Sustainable agriculture markets Soil improvement products Industrial carbon materials This multi-revenue model makes biochar one of the most economically viable CDR technologies available today. Conclusion Biochar production sits at the intersection of climate science, industrial engineering, and global carbon markets. Its alignment with frameworks like Puro.earth and the European Biochar Certificate ensures that it is not only effective but also verifiable and scalable. At the core of this system is the biochar pyrolysis machine, which transforms raw biomass into a stable, certifiable carbon sink. As demand for high-integrity carbon dioxide removal grows, biochar is positioned to remain one of the most trusted and commercially viable solutions in the global climate strategy toolkit.

As the global demand for sustainable fuel alternatives continues to grow, sawdust charcoal production has become an attractive business opportunity. Agricultural and forestry residues such as sawdust, wood chips, rice husks, and other biomass materials can be converted into high-value charcoal products through an efficient production process. A full line sawdust charcoal machine integrates multiple stages of production, transforming raw biomass waste into uniform charcoal briquettes suitable for domestic and industrial applications. The complete production line typically consists of raw material preparation, drying, carbonization, crushing, briquetting, and final packaging. By combining advanced carbonization and molding technologies, manufacturers can achieve stable production, improved product quality, and higher profitability. Raw Material Preparation The production process begins with collecting and preparing biomass materials. Sawdust is one of the most popular raw materials because of its availability and relatively uniform particle size. Depending on the source material, crushing or screening may be required to ensure consistent feedstock quality before further processing. Moisture control is particularly important. Excessive moisture can reduce production efficiency and negatively affect both carbonization and briquette quality. Therefore, raw materials are often dried to the appropriate moisture level before entering the next stage. Carbonization Process Carbonization is the core step in charcoal production. During this process, biomass is heated in a low-oxygen environment, causing moisture and volatile substances to evaporate while leaving behind carbon-rich charcoal. Modern carbonization equipment offers significant advantages over traditional kilns. A high-quality carbonization furnace can provide precise temperature control, improve charcoal yield, and reduce environmental emissions. Some systems are also designed to recycle combustible gases generated during carbonization, using them as an additional heat source to reduce fuel consumption. The resulting charcoal has a higher fixed carbon content, lower moisture level, and improved combustion performance compared to untreated biomass. Charcoal Crushing and Mixing After carbonization, the charcoal is typically crushed into fine powder. Uniform particle size is essential for producing strong and consistent briquettes. Depending on product requirements, binders may be added during the mixing process to improve briquette strength and durability. Proper mixing ensures that the charcoal powder can be compressed effectively during the molding stage, resulting in products with a smooth appearance and stable structure. Briquetting and Molding The briquetting process transforms charcoal powder into finished charcoal products. A briquetting machine applies pressure to compress the material into various shapes, including rods, cylinders, hexagonal briquettes, and customized designs. The molding stage offers several benefits: Increased density and energy value Improved transportation and storage efficiency More uniform burning performance Enhanced product appearance and market value Different briquette shapes can be produced according to customer preferences and target markets. Final Drying and Packaging Freshly formed charcoal briquettes may require additional drying before packaging. This step helps improve mechanical strength and reduces the risk of breakage during transportation. Once dried, the finished products can be packaged for wholesale distribution, retail sales, barbecue fuel applications, industrial heating, or other commercial uses. Advantages of a Full Line Sawdust Charcoal Machine A complete charcoal production line offers several advantages compared to standalone equipment. Integrated systems streamline production, reduce labor requirements, and improve overall operational efficiency. Automated control systems can also help maintain consistent product quality while minimizing energy consumption. In addition, utilizing sawdust and other biomass residues contributes to waste reduction and resource recycling. This environmentally friendly approach supports sustainable development while creating additional economic value from materials that might otherwise be discarded. Conclusion A full line sawdust charcoal machine combines carbonization and briquetting technologies to convert biomass waste into valuable charcoal products. From raw material preparation and carbonization to charcoal molding and packaging, the integrated production process ensures efficient operation and consistent product quality. For businesses seeking to enter the biomass fuel industry or expand existing operations, a complete sawdust charcoal production line provides a reliable and cost-effective solution for producing high-quality charcoal briquettes.

Urban solid waste management has become one of the most urgent infrastructure challenges in modern cities. Rapid urbanization, rising consumption, and limited landfill space are forcing governments and industries to rethink traditional disposal methods. For decades, landfilling and incineration have been the dominant solutions, but both are increasingly criticized for environmental, economic, and social limitations. In this context, pyrolysis is emerging as a promising alternative, especially for high-value waste streams such as waste tires and plastic materials. The Limitations of Landfill and Incineration Landfills are still widely used in many regions, but they are no longer a sustainable long-term strategy. Land scarcity is a growing issue in densely populated urban areas, and constructing new landfill sites is becoming more expensive and politically controversial. Beyond space constraints, landfills generate significant environmental risks, including methane emissions—a greenhouse gas far more potent than carbon dioxide—and leachate contamination that can pollute groundwater systems. Incineration, while reducing waste volume, also faces serious challenges. Although modern waste-to-energy plants are more advanced than older systems, concerns remain about air pollution, particularly the formation of dioxins and other toxic compounds if combustion is not carefully controlled. Public resistance to incineration facilities is also strong in many cities due to health and environmental concerns. High operational costs and strict emission regulations further complicate its widespread adoption. Pyrolysis as a Strategic Alternative Pyrolysis offers a fundamentally different approach. It is a thermochemical process that decomposes organic and polymer-based waste in an oxygen-free environment. Instead of burning waste, it breaks it down into valuable byproducts such as liquid oil, combustible gas, and solid carbon material. This process aligns with circular economy principles by transforming waste into usable resources rather than simply disposing of it. Unlike incineration, pyrolysis operates without direct combustion, which significantly reduces harmful emissions. It also allows for greater material recovery, making it particularly suitable for waste streams with high energy content, such as used tires and plastic waste. Focus on Waste Tires and Plastics Waste tires are one of the most problematic solid wastes globally. Composed of complex rubber polymers, steel, and additives, they are difficult to landfill and slow to degrade. Through pyrolysis, tires can be converted into pyrolysis oil, recovered carbon black, and steel wire. The oil can be used as industrial fuel, while carbon black can be reused in rubber manufacturing, construction materials, and pigments. Similarly, plastic waste—especially polyethylene (PE), polypropylene (PP), and polystyrene (PS)—is highly suitable for pyrolysis. These materials can be converted into synthetic oil, waxes, and gas fuels. This provides a valuable pathway for reducing plastic pollution while recovering energy resources. However, proper sorting and preprocessing are essential, as mixed or contaminated plastics can affect output quality. The Role of Pyrolysis Machinery The success of any pyrolysis project depends heavily on the design and performance of pyrolysis machinery. A complete system typically includes a feeding system, reactor chamber, condensation units, gas recycling system, and emission control equipment. Each component plays a critical role in ensuring stable and efficient operation. Modern pyrolysis machinery is designed for precise temperature control, typically operating in optimized thermal ranges to maximize oil yield and minimize unwanted byproducts. Automation systems help regulate feeding rates, pressure, and heat distribution, improving both safety and efficiency. Depending on the scale of operation, plants may use batch or continuous reactor systems, with continuous systems offering higher throughput for large-scale municipal waste processing. Advanced configurations of pyrolysis machinery also incorporate energy recovery systems, where non-condensable gases generated during the process are reused as fuel to sustain reactor heating. This reduces external energy demand and improves overall system sustainability. Benefits and Operational Challenges The advantages of pyrolysis in urban waste strategy are significant. It reduces landfill dependency, lowers environmental pollution, and creates economic value from waste materials. It also supports energy recovery and contributes to resource circularity, which is increasingly important in global sustainability frameworks. However, challenges remain. Feedstock consistency is a major issue, as mixed waste can reduce efficiency and product quality. Economic viability depends on market demand for outputs such as pyrolysis oil and recovered carbon black. In addition, regulatory frameworks and emissions monitoring must be carefully managed to ensure compliance and public acceptance. Conclusion Pyrolysis represents a strategic shift in how cities can manage complex waste streams, particularly tires and plastics. While it is not a universal solution, it offers a powerful complement to existing systems by turning waste into valuable resources. With continued improvements in technology and the advancement of efficient pyrolysis machinery, this approach has the potential to play a key role in future urban solid waste strategies, reducing reliance on landfills and mitigating the environmental concerns associated with incineration.

Plastic waste is one of the most pressing environmental challenges of the 21st century. Converting plastic into fuel oil through pyrolysis not only mitigates pollution but also generates a valuable energy resource. Modern plastic pyrolysis plants are evolving beyond traditional operations into highly automated, intelligent systems. Central to this transformation are IoT (Internet of Things) technologies and remote monitoring, which optimize efficiency, safety, and sustainability. 1. The Role of IoT in Plastic Pyrolysis IoT refers to the network of interconnected devices that communicate and exchange data in real time. In a plastic pyrolysis plant, IoT systems can integrate sensors, controllers, and analytics software to monitor every stage of the process. Sensors for Real-Time Data: Temperature, pressure, feed rate, gas composition, and oil output can all be continuously tracked using IoT-enabled sensors. Smart Controllers: These devices adjust reactor heating, feed input, and condensers automatically based on sensor data, ensuring consistent product quality. Predictive Analytics: IoT systems collect historical data to predict maintenance needs, optimize operating conditions, and reduce energy consumption. By leveraging IoT, pyrolysis plants operate more efficiently, with less downtime and greater safety, compared to manual or semi-automated systems. 2. Remote Monitoring: Anytime, Anywhere Control Remote monitoring allows plant operators, engineers, and managers to oversee operations from any location using a secure internet connection. This is particularly useful for large-scale or distributed operations. Centralized Dashboards: Operators can access a real-time overview of multiple parameters, including reactor temperature, pressure levels, and oil production rates. Alerts and Notifications: Automated alerts notify staff of any deviations, such as overheating, gas leaks, or feeding blockages. This rapid response capability reduces downtime and prevents accidents. Remote Adjustments: Modern systems enable remote control of key components like feed conveyors, burners, and condensers, allowing operators to optimize operations without physically being on site. Remote monitoring is not just a convenience—it’s a safety and efficiency upgrade, especially for plants in industrial zones or areas with limited staff. 3. Key IoT Applications in Plastic Pyrolysis Plants IoT integration impacts multiple aspects of pyrolysis operations: Reactor Temperature & Pressure Control Continuous temperature monitoring ensures plastics pyrolyze within their optimal range (usually 400–500°C). IoT systems automatically adjust heating elements to prevent under- or over-heating, which can affect oil yield and carbon residue quality. Pressure sensors maintain safe operating conditions, triggering alarms or shutdowns in case of abnormalities. Feedstock Management Smart feeders detect material flow rates, moisture content, and particle size. Automated adjustment of feeding speed reduces the risk of blockages and ensures uniform pyrolysis. Oil & Gas Collection Monitoring IoT-enabled condensers track oil collection rates and quality, while gas sensors monitor syngas composition. These insights help optimize recycling of non-condensable gases as fuel, improving overall energy efficiency. Predictive Maintenance Vibration and temperature sensors on motors, conveyors, and burners detect wear and potential failures before they occur. This proactive maintenance reduces costly downtime and extends equipment life. Environmental Compliance IoT sensors monitor emissions, VOC levels, and particulate matter. Data can be automatically logged for regulatory reporting, ensuring the plant meets environmental standards. 4. Benefits of IoT & Remote Monitoring The integration of IoT and remote monitoring offers measurable benefits: Operational Efficiency: Real-time adjustments maximize output and minimize waste. Safety Improvements: Immediate alerts prevent accidents, while automated control reduces human error. Energy Savings: Optimized heating and syngas reuse lower fuel consumption. Reduced Labor Costs: Remote monitoring reduces the need for on-site personnel around the clock. Data-Driven Decision Making: Historical data analytics allow continuous improvement in process design and management. In conclusion, IoT and remote monitoring are transforming plastic pyrolysis plants from labor-intensive operations into intelligent, automated systems. By integrating sensors, real-time analytics, and remote control capabilities, modern plants achieve higher efficiency, lower environmental impact, and safer working conditions. As the global demand for sustainable plastic waste management grows, IoT-enabled pyrolysis plants are becoming a cornerstone of the circular economy, turning plastic waste into valuable fuel with precision and intelligence.

The global agricultural sector generates millions of tons of rice husks annually as a byproduct of rice milling. Traditionally, these husks have been disposed of through burning or landfilling, causing environmental pollution and resource waste. However, the rice husk charcoal industry is emerging as a sustainable solution that transforms this agricultural waste into valuable products while supporting green development goals. Understanding Rice Husk Charcoal Production Rice husk charcoal is produced through the carbonization of rice husks at controlled temperatures, typically between 300-600°C in oxygen-limited environments. Modern production relies on specialized equipment like the rice husk charcoal machine , which automates the carbonization process, improves efficiency, and reduces operational costs. These machines have revolutionized the industry by making large-scale production economically viable while minimizing environmental impact. Environmental Benefits The transition to rice husk charcoal production addresses multiple environmental concerns. By converting agricultural waste into a useful product, the industry reduces methane emissions from rice husk burning and landfills. The charcoal produced serves as a carbon sink, helping mitigate climate change. Additionally, rice husk charcoal machines operate with lower energy requirements compared to traditional charcoal production from wood, reducing the carbon footprint of the manufacturing process itself. Diverse Applications The versatility of rice husk charcoal drives market demand and economic sustainability. In agriculture, it serves as a soil amendment that improves water retention and nutrient availability. The activated form finds widespread use in water and air purification applications. Industrial sectors employ it in metal smelting, chemical production, and manufacturing. The cosmetic and pharmaceutical industries increasingly adopt rice husk charcoal for its detoxifying properties. This diversified demand base ensures stable market growth and economic viability for producers. Technological Advancement and Efficiency Modern rice husk charcoal machines incorporate advanced features that enhance sustainability. Automated temperature control ensures optimal carbonization conditions, maximizing yield while minimizing energy consumption. Integrated dust collection systems reduce air pollution during production. Some machines feature heat recovery mechanisms that capture and utilize waste heat, further improving energy efficiency. Real-time monitoring systems enable producers to maintain consistent product quality and reduce material losses. Economic Development and Rural Empowerment The rice husk charcoal industry creates economic opportunities in rural areas where rice production is concentrated. Farmers and agricultural processors can generate additional income by selling husks to charcoal producers instead of burning them. Small and medium-sized enterprises equipped with efficient rice husk charcoal machines can establish local production facilities, creating employment and stimulating rural economies. This diversification reduces dependence on primary agriculture and builds resilient community economic systems. Supply Chain Optimization Green development of the rice husk charcoal industry requires optimized supply chains. Local sourcing of raw materials reduces transportation emissions and strengthens community ties. Integration of cooperatives ensures stable material supply while supporting multiple farmers. Processing facilities should be strategically located near rice production centers to minimize logistics costs and environmental impact. Digital platforms connecting producers and buyers enhance market efficiency and transparency. Regulatory Framework and Standards Establishing clear environmental and quality standards is essential for sustainable industry growth. Governments should implement regulations promoting cleaner production technologies while supporting transition programs for existing producers. International certification systems for sustainable charcoal production help access global markets. Standards for product quality ensure consumer confidence and justify premium pricing for environmentally responsible products. Future Outlook The rice husk charcoal industry is positioned for significant growth as global awareness of circular economy principles increases. Investment in research and development will continue improving machine efficiency and product applications. Integration with renewable energy systems and carbon credit programs will enhance economic viability. Expanding international markets and increasing environmental regulations against waste burning will drive demand. Conclusion The rice husk charcoal industry exemplifies sustainable development by converting agricultural waste into valuable products through innovative technology. Modern rice husk charcoal machines make this transformation efficient and economically attractive. By supporting this industry through appropriate policies, investment, and market development, societies can achieve multiple sustainability goals simultaneously: waste reduction, rural development, environmental protection, and economic growth. The green development path of the rice husk charcoal industry offers a model for transforming agricultural residues into resources that benefit both communities and the environment.

The body content of your post goes here. To edit this text, click on it and delete this default text and start typing your own or paste your own from a different source.

Oil-contaminated sludge, a byproduct of industrial processes and wastewater treatment, represents both an environmental challenge and a potential resource. Left untreated, it can pollute soil and water, creating long-term ecological damage. Traditional disposal methods, such as landfilling or incineration, are often expensive and carry secondary environmental risks. Modern approaches leverage technologies like the thermal desorption unit, which not only removes hydrocarbons and contaminants but also generates a solid residue that can be reused in construction, backfill, or soil improvement. This process transforms what was once considered waste into valuable resources. Understanding Thermal Desorption A thermal desorption unit works by heating the contaminated sludge to a specific temperature range that vaporizes oils, hydrocarbons, and volatile compounds. Unlike incineration, the process does not burn the material completely; it separates contaminants while leaving mineral-rich residues intact. Key advantages include: High efficiency in removing volatile hydrocarbons Preservation of inorganic materials for reuse Reduced environmental footprint compared to conventional disposal Post-Treatment Residue Applications Construction Materials The residue contains silicates, alumina, and other mineral components, making it suitable for use in bricks, tiles, and cement production. Incorporating treated sludge can reduce the need for virgin raw materials, lower manufacturing costs, and contribute to sustainable construction practices. Example: In several pilot projects, thermal-desorption-treated sludge was blended with clay to produce bricks that meet building standards while reducing carbon emissions associated with raw material extraction. Landfill and Backfill Treated residues can be safely used as inert backfill in civil engineering projects or as cover material in landfills. Their physical stability and low contaminant levels make them a practical and eco-friendly alternative to traditional fill materials. Soil Amendment When carefully processed and mixed with nutrient-rich soil, the residues improve soil structure, water retention, and aeration. This application is particularly useful for rehabilitating degraded land or post-industrial sites, supporting sustainable land management initiatives. Environmental and Economic Benefits The adoption of thermal desorption units and residue reuse provides multiple advantages: Waste reduction: Significant decrease in sludge volume sent to landfills Pollution control: Reduced risk of soil and water contamination Resource efficiency: Recovered residues provide cost-effective materials Economic opportunities: New revenue streams through residue-based products Conclusion Thermal desorption is revolutionizing the management of oil-contaminated sludge. By removing hydrocarbons and repurposing residues, industries can convert a hazardous waste into valuable materials for construction, backfill, and soil improvement. This approach not only addresses environmental concerns but also aligns with sustainable development and circular economy principles.

In industrial pyrolysis projects, many investors focus on reactor capacity, oil yield, and equipment price. However, one critical factor is often overlooked: shutdown and restart time. For a pyrolysis reactor, stopping production is not simply turning off the heating system. The reactor must complete material discharge, reduce internal temperature safely, handle residual gases, and go through a controlled reheating process before production can resume. These hidden time losses can significantly affect annual production capacity and profitability. This is one of the key reasons why continuous pyrolysis technology is becoming increasingly important for large-scale waste recycling projects. 1. Why Does a Pyrolysis Reactor Need Cooling Before Shutdown? A pyrolysis reactor operates under high-temperature and oxygen-free conditions. During operation, the reactor contains hot carbon materials, pyrolysis vapors, and combustible gases. When a traditional batch reactor stops, operators usually need to: Stop feeding raw materials Complete the pyrolysis cycle Discharge finished products Remove remaining gases Lower reactor temperature gradually Check equipment conditions before restarting The cooling process is necessary because sudden temperature changes can create thermal stress on the reactor shell and internal components. For large reactors, the cooling stage can take many hours. During this period, the equipment occupies space but generates no economic output. 2. Restarting a Batch Pyrolysis System Requires Additional Time Restarting a cold pyrolysis reactor is also a time-consuming process. Before new production begins, operators must: Inspect the reactor and supporting equipment Start the heating system Wait until the reactor reaches the required operating temperature Adjust temperature distribution Begin feeding raw materials gradually Depending on reactor size and heating method, reaching stable operating conditions may require several hours. This means that frequent shutdown and restart cycles reduce the actual working time of the equipment. For example, a machine designed for 24-hour operation may lose significant production hours if it needs frequent cooling and reheating between batches. 3. Hidden Costs Behind Frequent Shutdowns The time loss caused by shutdowns affects more than production volume. Energy Waste: Heating a cold reactor requires a large amount of energy. Every restart means repeating the heating process, increasing fuel or electricity consumption. Lower Equipment Utilization: Even if a batch reactor has a high processing capacity per cycle, frequent idle periods reduce the annual utilization rate. Increased Labor Requirements: Manual operations such as feeding, discharging, temperature adjustment, and restart preparation require more workers and management time. More Thermal Stress: Repeated heating and cooling cycles accelerate material expansion and contraction, which may increase maintenance requirements over long-term operation. 4. How Continuous Pyrolysis Technology Solves the Problem Continuous pyrolysis systems are designed to maintain stable operation for extended periods. Unlike batch equipment, continuous systems typically use: Continuous feeding mechanisms Automatic material discharge systems Stable temperature control Integrated gas recycling systems PLC-based operation monitoring The reactor remains at the optimal working temperature instead of repeatedly cooling down and heating up. This design significantly reduces downtime and improves production efficiency. 5. Continuous Operation Improves Long-Term Project Economics For commercial recycling facilities processing large amounts of waste plastic, tires, biomass, or oil sludge, production stability is often more important than the initial equipment investment. A continuous pyrolysis system can provide advantages such as: Higher annual operating hours More stable product quality Lower labor dependence Reduced energy loss Easier industrial-scale management Although the initial investment may be higher, the improved utilization rate can create better long-term returns. 6. Why Continuous Pyrolysis Is Becoming the Future Trend As recycling industries move from small experimental projects toward industrial-scale production, equipment efficiency is becoming a key competitive factor. The future of pyrolysis is not only about increasing reactor size but also about maximizing operational time. Reducing unnecessary shutdown and restart periods allows companies to process more waste, recover more valuable products, and achieve better economic performance. Conclusion The shutdown and restart process of a traditional pyrolysis reactor can create significant hidden losses in time, energy, and labor. For small projects, this may be acceptable, but for commercial recycling operations, these limitations become increasingly obvious. Continuous pyrolysis technology solves this challenge by maintaining stable temperature conditions and enabling long-term automatic operation. As the demand for efficient waste conversion continues to grow, continuous systems are becoming a more practical choice for the future of industrial pyrolysis.
As the demand for sustainable biomass energy and carbon-negative technologies grows, biochar production has attracted increasing attention worldwide. Among various carbonization technologies, horizontal rotary biochar reactors and vertical retort reactors are two popular solutions used for converting biomass materials such as palm kernel shells, wood chips, rice husks, and agricultural residues into high-quality biochar. Although both systems use controlled heating in a low-oxygen environment, their designs, operating principles, production capacity, energy efficiency, and application advantages are different. Understanding these differences helps manufacturers choose the most suitable carbonization equipment for their production goals. Working Principle Comparison Horizontal Rotary Biochar Reactor A horizontal rotary biochar reactor uses a horizontally installed rotating drum to process biomass continuously. During operation, raw materials enter one end of the reactor and move slowly through the heated chamber while the drum rotates. The rotation creates continuous mixing and improves heat transfer between the biomass and the reactor wall. As materials move through different temperature zones, moisture evaporation, volatile release, and carbonization occur gradually. The finished biochar is discharged from the other end. This design is especially suitable for continuous industrial production because it allows automatic feeding, carbon discharge, and stable operation. Vertical Retort Reactor A vertical retort reactor uses a standing chamber where biomass is loaded from the top and carbonized while moving downward through different heating zones. Heat is usually supplied externally, and the design allows indirect heating to minimize oxygen exposure. As biomass slowly descends, it undergoes drying, pyrolysis, and carbonization before being collected at the bottom. Vertical retort systems are known for high thermal efficiency because they can recycle and reuse combustible gases generated during carbonization. Production Capacity and Scalability For companies requiring large-scale biochar production, horizontal rotary reactors offer strong flexibility. Their continuous feeding system allows manufacturers to process a wide range of biomass materials with fewer interruptions. They are commonly used for processing agricultural waste, palm kernel shells, sawdust, and other loose biomass. Vertical retort reactors are also suitable for industrial production but are often selected when energy efficiency and consistent product quality are the main priorities. Their compact vertical structure allows efficient heat utilization and stable carbonization conditions. The best choice depends on production targets, available space, raw material characteristics, and investment budget. Biochar Quality and Carbonization Control Temperature control plays a major role in determining biochar properties. Horizontal rotary reactors provide excellent mixing during rotation, which helps reduce temperature differences inside the reactor. This results in relatively uniform carbonization, especially when processing irregular biomass particles. Vertical retort reactors provide highly controlled heating zones. Since biomass moves slowly through carefully designed temperature sections, operators can achieve precise carbonization conditions and stable carbon content. For applications requiring specific biochar characteristics, such as activated carbon production or soil amendment, accurate temperature management is essential for controlling porosity, fixed carbon content, and ash characteristics. Energy Efficiency Comparison Energy efficiency is one of the most important considerations in modern biochar production. Vertical retort reactors usually have an advantage because they can efficiently reuse pyrolysis gases generated during carbonization. These gases can be burned to provide part of the required heating energy, reducing external fuel consumption. Horizontal rotary reactors can also achieve high efficiency when equipped with advanced heat recovery systems. Some models use combustible gases from carbonization to heat the reactor, improving overall sustainability. Maintenance and Operation Horizontal rotary reactors contain more mechanical components, including motors, gears, and rotating supports. Regular maintenance is required to ensure stable operation. However, their automated feeding and discharge systems make them convenient for continuous production. Vertical retort reactors have fewer moving parts, which can reduce mechanical maintenance requirements. Their main operational focus is maintaining proper airflow, heating balance, and feedstock consistency. Which Reactor Is Better for Palm Kernel Shell Biochar Production? For palm kernel shell carbonization, both technologies can perform well, but the preferred choice depends on production requirements. A horizontal rotary biochar reactor is a strong option when: Large quantities of palm kernel shells need continuous processing Raw materials have variable sizes and moisture levels High automation and easy operation are required Flexible biomass processing is important A vertical retort reactor is more suitable when: Energy efficiency is a top priority High-quality and consistent biochar is required Factory space is limited Lower fuel consumption is desired Lower fuel consumption is desiredusion Both horizontal rotary biochar reactors and vertical retort reactors are advanced solutions for biomass carbonization. Horizontal rotary systems provide flexibility, high throughput, and excellent adaptability for various raw materials. Vertical retort systems offer superior thermal efficiency, precise carbonization control, and stable biochar quality. For industrial biochar projects, the ideal reactor should be selected based on raw material conditions, production capacity, energy availability, and final biochar requirements. With proper temperature control and optimized operation, both technologies can contribute to efficient and sustainable biomass conversion.