How to Achieve Harmless Management of Oil Sludge

Oil sludge, a byproduct of the petroleum industry, poses significant environmental risks if not managed properly. This waste material, rich in hydrocarbons, often finds its way into landfills or is incinerated, both of which can lead to contamination of soil, air, and water. However, innovative technologies like pyrolysis offer a promising solution for the harmless management of oil sludge, converting this hazardous waste into valuable byproducts while reducing environmental impact.
Understanding Oil Sludge and Its Hazards
Oil sludge typically consists of a mixture of water, oil, heavy metals, and solid particles. It accumulates during various industrial processes, such as the refining of crude oil and the treatment of wastewater in oil production facilities. If not handled correctly, oil sludge can cause soil contamination, water pollution, and air toxicity. The harmful chemicals present in the sludge can leach into groundwater, affecting the ecosystem and human health.
Effective and sustainable management of this waste is critical to minimize its environmental footprint. Pyrolysis, a thermal decomposition process, provides a solution by transforming oil sludge into useful byproducts in an environmentally responsible manner.
Pyrolysis as an Effective Solution
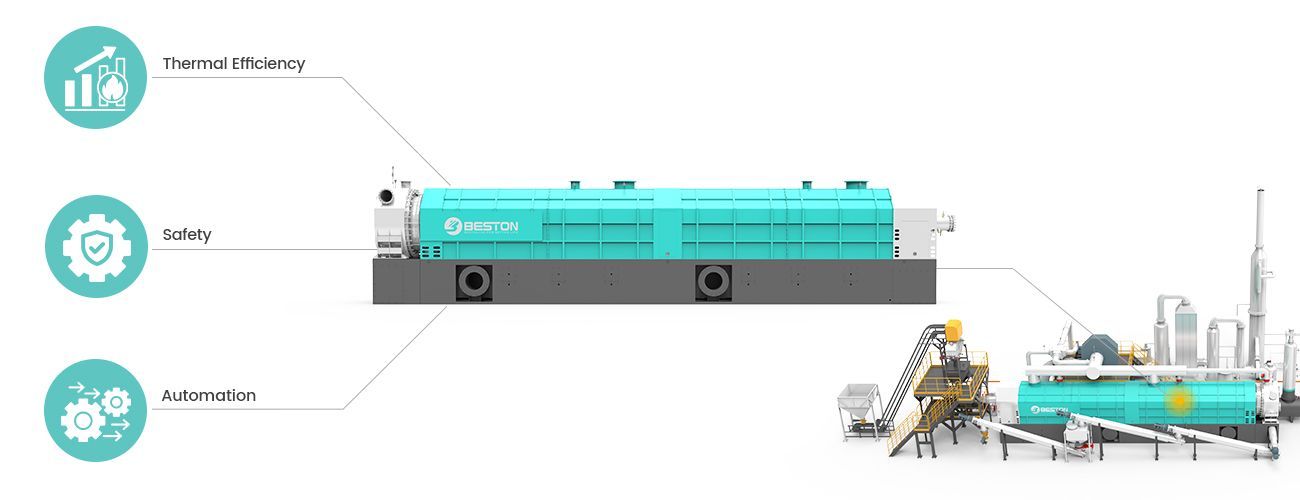
Pyrolysis is a process in which organic materials, like oil sludge, are heated in the absence of oxygen at high temperatures (typically between 300 and 900°C). This decomposition breaks down the complex hydrocarbons in the sludge into simpler compounds, resulting in the production of valuable products such as pyrolysis oil, gas, and carbon black.
The oil sludge pyrolysis plant is advantageous due to its ability to efficiently separate contaminants while producing usable products. This process allows for the harmless disposal of harmful substances and the recovery of energy and materials that can be reintegrated into the economy.
Key Benefits of Pyrolysis for Oil Sludge Management
Reduction of Environmental Impact
Pyrolysis significantly reduces the risk of soil and water contamination compared to traditional disposal methods. The lack of oxygen during the pyrolysis process prevents the formation of harmful emissions like dioxins and furans, which are common byproducts of incineration.
Valuable Byproducts
The products produced by pyrolysis—pyrolysis oil, gas, and carbon black—have numerous industrial applications. The oil can be refined into usable fuel or further processed into chemicals, while the gas can be utilized to power the pyrolysis system itself, reducing operating costs. Carbon black can be sold for use in manufacturing processes like rubber production.
Energy Recovery
One of the key advantages of pyrolysis is its ability to recover energy from waste. The heat generated during the pyrolysis process can be harnessed to generate electricity or steam, further enhancing the overall sustainability of the process. This self-sustaining energy loop makes the pyrolysis of oil sludge an economically viable option.
Volume Reduction
Pyrolysis significantly reduces the volume of oil sludge by converting it into solid, liquid, and gaseous forms. This reduction in volume minimizes the need for storage and landfill space, further decreasing the environmental burden of waste disposal.
Implementing a Pyrolysis-Based Oil Sludge Management System
To implement pyrolysis for oil sludge management, industries must invest in pyrolysis equipment tailored to the specific needs of their operations. Pyrolysis systems vary in scale and efficiency, depending on the type of feedstock and desired end products. Choosing the right system involves considering factors like throughput capacity, operational costs, and the potential market for byproducts.
Key Considerations for Implementation
Feedstock Quality and Preprocessing
The quality of the oil sludge directly affects the efficiency of the pyrolysis process. Preprocessing, such as separating water and large solid particles, can improve the performance of the pyrolysis system. Cleaner feedstocks yield higher-quality products and reduce maintenance requirements.
Temperature and Process Control
Optimal temperature control is essential for maximizing the yield of valuable products and minimizing harmful emissions. The temperature range, heating rate, and residence time all influence the pyrolysis process and must be carefully calibrated based on the composition of the oil sludge.
Emissions Control
While pyrolysis is generally more environmentally friendly than incineration, proper emission control systems are still required to capture any residual gases or volatile organic compounds. Technologies like scrubbers and condensers can help ensure that the emissions from the pyrolysis system are minimal and non-toxic.
Conclusion
Pyrolysis offers a sustainable and efficient method for managing oil sludge, transforming this hazardous waste into valuable byproducts. By reducing environmental contamination, recovering energy, and generating useful materials, pyrolysis provides a compelling solution to the challenges posed by oil sludge disposal. With careful planning, investment in appropriate equipment, and attention to operational factors, industries can achieve harmless management of oil sludge while contributing to a circular economy.