Operational Strengths of Batch Tire Pyrolysis System
In the realm of waste-to-energy conversion, batch-type pyrolysis plant configurations have retained a strong foothold due to their economic feasibility, operational flexibility, and reduced technical complexity. When applied to end-of-life tires, batch systems demonstrate several inherent advantages that make them suitable for specific industrial settings and investment scales.
Lower Capital Outlay and Simplified Installation
The initial investment required for a small pyrolysis machine is significantly lower than that of a continuous system. This cost advantage is particularly beneficial for small to medium-scale operators or for ventures in regions with limited infrastructure or financial capacity. A standard batch system eliminates the need for complex feeding conveyors, high-capacity condensers, and integrated PLC-controlled automation modules, all of which increase the capital burden in continuous alternatives.
Moreover, batch pyrolysis units offer a modular configuration, facilitating easier transport, on-site installation, and commissioning. For decentralized waste management solutions—particularly in emerging markets—this modularity supports faster deployment and localized processing of tire waste without the requirement for extensive civil works or grid integration.
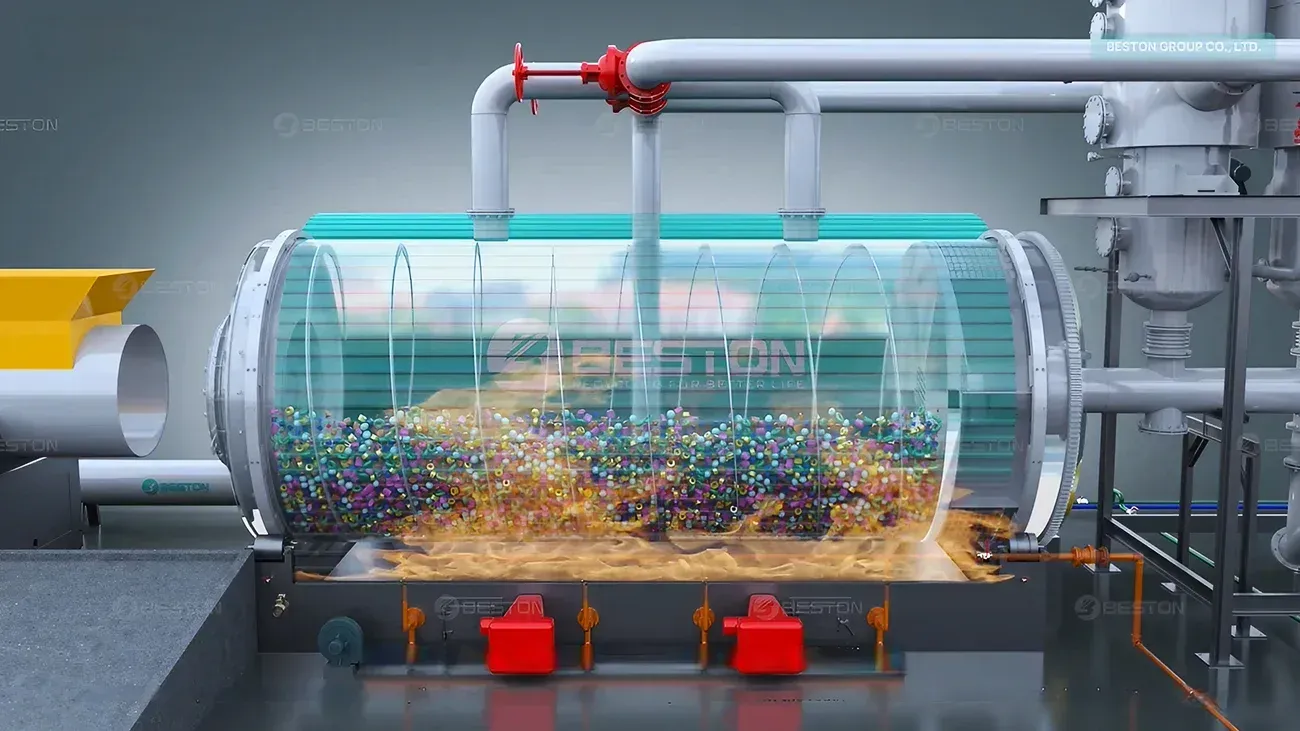
High Feedstock Versatility
Batch tire pyrolysis plant exhibit a high tolerance for feedstock variation. Unlike continuous pyrolysis plant models that typically require consistent particle size and moisture content for optimal throughput, batch reactors can accommodate whole tires, shredded material, or mixed elastomer compositions without compromising operational safety or output quality.
This versatility reduces the need for extensive pre-treatment or homogenization of the input material. It also allows facilities to process variable waste streams, which is advantageous in regions where tire collection logistics result in non-uniform batches.
Greater Process Control and Maintenance Accessibility
In a batch configuration, the entire thermal decomposition cycle—from loading to cooling—is performed in discrete stages. This segmented operation allows for manual control and fine-tuning of temperature, pressure, and residence time parameters during each batch cycle. Operators can adjust settings based on feedstock behavior or product quality targets, providing operational granularity that is not always achievable in continuous systems.
Additionally, because the system is not in perpetual motion, routine inspection, cleaning, and maintenance of the reactor and auxiliary units can be performed between cycles. This accessibility contributes to equipment longevity and reduces the likelihood of catastrophic failure due to undetected wear or buildup.
Suitable for Intermittent Operation
Batch pyrolysis systems are inherently designed for stop-start cycles, making them ideal for operations where continuous feedstock supply is not guaranteed. In cases of fluctuating tire collection or seasonal waste generation, operators can pause the process without compromising system integrity or incurring excessive downtime costs.
This intermittent capability also aligns with energy availability in off-grid or power-constrained environments. Facilities can run in alignment with local energy schedules or during off-peak tariff windows, further optimizing operational cost-efficiency.
Compliance with Emissions Standards
Despite their less complex architecture, modern batch pyrolysis units can be equipped with effective emissions control systems. Condensation units, gas scrubbers, and afterburners ensure that volatile organic compounds and particulate emissions remain within permissible regulatory thresholds. When combined with secondary combustion chambers, the non-condensable gas produced during the process can be reused as fuel, supporting energy self-sufficiency while reducing the carbon footprint.
Valuable Byproduct Recovery
The outputs of a batch tire pyrolysis plant include pyrolysis oil, recovered carbon black, steel wire, and syngas. While yields are consistent with those of continuous systems, batch reactors allow for more deliberate separation and collection of these byproducts. Pyrolysis oil, in particular, can be selectively condensed and filtered to improve calorific value and purity, making it suitable for use as an industrial fuel or further upgrading.
Steel extraction is also more straightforward post-processing, as the batch cycle permits complete reactor cooldown before manual separation, avoiding safety hazards and ensuring cleaner recovery.


