Advantages of Biochar Machine Recycling Biomass

In recent years, biochar machine technology has gained traction as an innovative solution for recycling biomass and promoting sustainable practices in various industries. This article explores the numerous advantages of biochar machine in recycling biomass and its potential benefits for the environment, agriculture, and waste management.
Understanding Biochar Machine Technology
Biochar machine refers to equipment designed to convert biomass, such as agricultural residues, wood chips, and organic waste, into biochar through a process known as pyrolysis. Pyrolysis involves heating biomass in the absence of oxygen, resulting in the decomposition of organic materials and the production of biochar, a stable form of carbon-rich material.
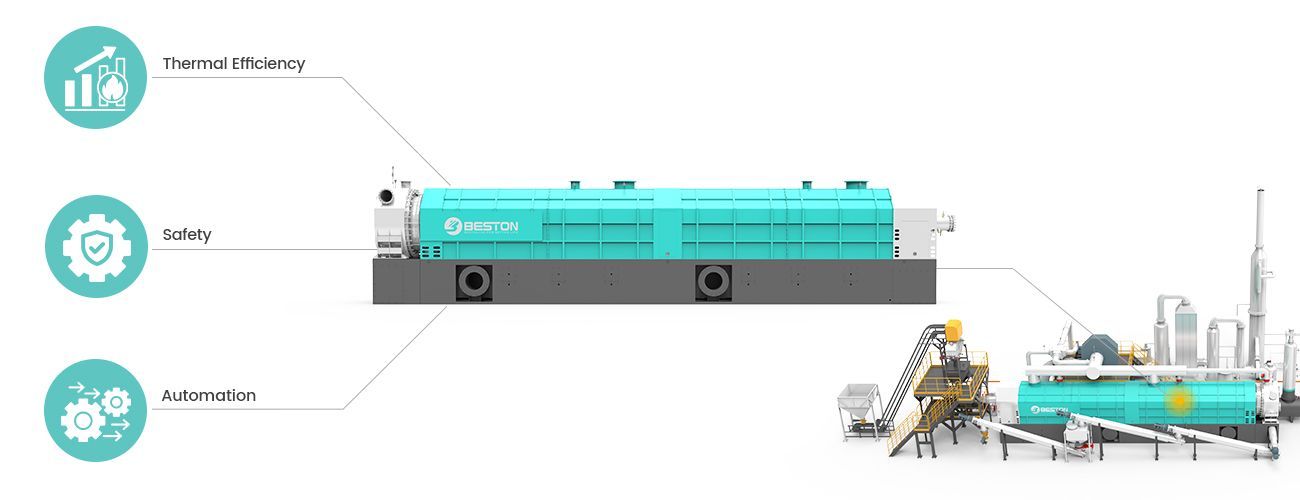
Key Components of Biochar Machine
A typical biochar machine comprises several essential components, including a feeding system, pyrolysis reactor, heating system, cooling and condensation unit, and biochar collection system. These components work together to facilitate the efficient conversion of biomass into biochar while minimizing energy consumption and emissions.
Advantages of Biochar Machine Recycling Biomass
Soil Amendment and Carbon Sequestration
One of the primary advantages of biochar machine technology is its ability to produce biochar, which serves as an effective soil amendment and carbon sequestration tool. When applied to soil, biochar improves soil structure, water retention, and nutrient availability, enhancing overall soil health and fertility. Additionally, biochar acts as a long-term carbon sink, sequestering carbon in the soil and mitigating greenhouse gas emissions.
Waste Reduction and Resource Recovery
By recycling biomass into biochar, biochar machines help reduce waste and utilize renewable resources more efficiently. Instead of disposing of agricultural residues or organic waste in landfills, these materials can be converted into valuable biochar, which can be used in various applications, including soil amendment, energy production, and environmental remediation.
Energy Generation and Renewable Fuel
Biochar machine technology enables the production of biochar as well as bio-oil and syngas as by-products of the pyrolysis process. These by-products can be utilized as renewable fuels for heat and power generation, reducing reliance on fossil fuels and mitigating greenhouse gas emissions. By harnessing the energy potential of biomass, biochar machines contribute to the transition towards a more sustainable and carbon-neutral energy system.
Nutrient Cycling and Agricultural Productivity
The application of biochar produced by biochar machines enhances nutrient cycling and improves soil fertility, leading to increased agricultural productivity and crop yields. Biochar acts as a habitat for beneficial microorganisms, promotes nutrient retention in the soil, and reduces nutrient leaching, resulting in healthier plants and improved crop resilience to environmental stressors.
Pollution Remediation and Environmental Cleanup
Biochar produced by biochar machines can be used to remediate contaminated soil and water by adsorbing pollutants and heavy metals. The porous structure of biochar provides a large surface area for adsorption, effectively trapping contaminants and preventing their migration into the environment. Additionally, biochar-amended soils exhibit reduced leaching of pollutants, contributing to environmental cleanup efforts and ecosystem restoration.
Carbon Farming and Climate Change Mitigation
The incorporation of biochar into agricultural soils as a soil amendment is a practice known as carbon farming, which has significant potential for climate change mitigation. By sequestering carbon in the soil and reducing greenhouse gas emissions, biochar contributes to carbon dioxide removal from the atmosphere and helps mitigate climate change impacts. Furthermore, biochar-amended soils exhibit increased resilience to climate variability and extreme weather events, making them an essential tool for climate-smart agriculture.
Conclusion
In conclusion, biochar machine technology offers numerous advantages for recycling biomass and promoting sustainable practices across various sectors. From soil amendment and carbon sequestration to waste reduction and energy generation, biochar machines play a crucial role in transitioning towards a more sustainable and environmentally friendly economy. By harnessing the potential of biomass and biochar, we can address pressing environmental challenges, enhance agricultural productivity, and mitigate the impacts of climate change, paving the way for a more resilient and sustainable future.